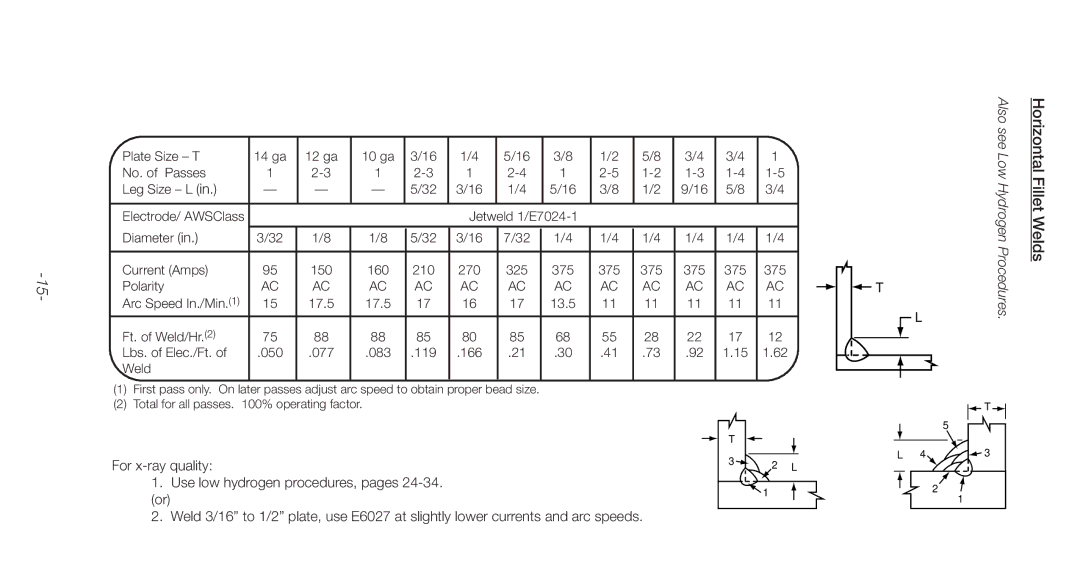
Plate Size – T | 14 ga | 12 ga | 10 ga | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 5/8 | 3/4 | 3/4 | 1 |
|
|
|
|
|
|
|
|
|
No. of Passes | 1 | 1 | 1 | 1 |
|
|
|
|
|
|
|
|
| ||||||||
Leg Size – L (in.) | — | — | — | 5/32 | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 9/16 | 5/8 | 3/4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Electrode/ AWSClass |
|
|
|
| Jetweld |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
Diameter (in.) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3/32 | 1/8 | 1/8 | 5/32 | 3/16 | 7/32 | 1/4 | 1/4 | 1/4 | 1/4 | 1/4 | 1/4 |
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Current (Amps) | 95 | 150 | 160 | 210 | 270 | 325 | 375 | 375 | 375 | 375 | 375 | 375 |
|
|
|
|
|
|
|
|
|
Polarity | AC | AC | AC | AC | AC | AC | AC | AC | AC | AC | AC | AC |
|
|
|
|
| T | |||
|
|
|
| ||||||||||||||||||
Arc Speed In./Min.(1) | 15 | 17.5 | 17.5 | 17 | 16 | 17 | 13.5 | 11 | 11 | 11 | 11 | 11 |
|
|
|
|
|
|
|
| L |
Ft. of Weld/Hr.(2) | 75 | 88 | 88 | 85 | 80 | 85 | 68 | 55 | 28 | 22 | 17 | 12 |
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
| |||||||||||||
|
|
|
|
|
|
|
|
| |||||||||||||
Lbs. of Elec./Ft. of | .050 | .077 | .083 | .119 | .166 | .21 | .30 | .41 | .73 | .92 | 1.15 | 1.62 |
|
|
|
|
|
|
|
|
|
Weld |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Also see Low Hydrogen Procedures.
Horizontal Fillet Welds
(1)First pass only. On later passes adjust arc speed to obtain proper bead size.
(2)Total for all passes. 100% operating factor.
For
1.Use low hydrogen procedures, pages
(or)
2.Weld 3/16” to 1/2” plate, use E6027 at slightly lower currents and arc speeds.
T
3 | L 4 | |
2 L | ||
| ||
| 1 |
![]() T
T ![]()
![]()
5
![]()
![]() 3
3
2
1