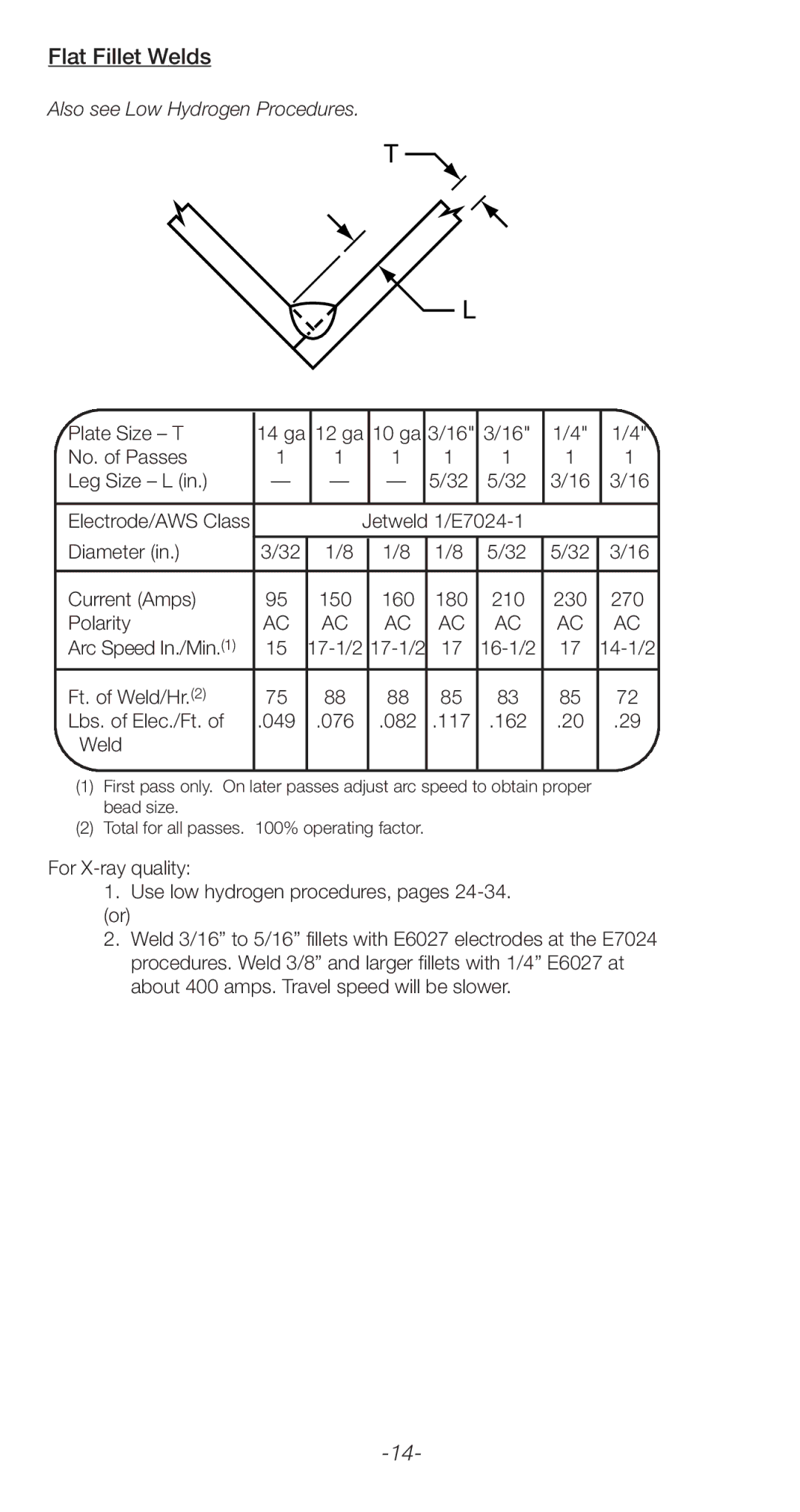
Flat Fillet Welds
Also see Low Hydrogen Procedures.
T![]()
![]() L
L
Plate Size – T | 14 ga | 12 ga | 10 ga | 3/16" | 3/16" | 1/4" | 1/4" | ||
No. of Passes | 1 |
| 1 |
| 1 | 1 | 1 | 1 | 1 |
Leg Size – L (in.) | — |
| — |
| — | 5/32 | 5/32 | 3/16 | 3/16 |
|
|
|
|
|
|
|
|
|
|
Electrode/AWS Class |
|
|
| Jetweld |
|
| |||
|
|
|
|
|
|
|
|
|
|
Diameter (in.) | 3/32 | 1/8 |
| 1/8 | 1/8 | 5/32 | 5/32 | 3/16 | |
|
|
|
|
|
|
|
|
|
|
Current (Amps) | 95 | 150 |
| 160 | 180 | 210 | 230 | 270 | |
Polarity | AC |
| AC |
| AC | AC | AC | AC | AC |
Arc Speed In./Min.(1) | 15 | 17 | 17 | ||||||
Ft. of Weld/Hr.(2) | 75 | 88 |
| 88 | 85 | 83 | 85 | 72 | |
Lbs. of Elec./Ft. of | .049 | .076 |
| .082 | .117 | .162 | .20 | .29 | |
Weld |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(1)First pass only. On later passes adjust arc speed to obtain proper bead size.
(2)Total for all passes. 100% operating factor.
For
1.Use low hydrogen procedures, pages
(or)
2.Weld 3/16” to 5/16” fillets with E6027 electrodes at the E7024 procedures. Weld 3/8” and larger fillets with 1/4” E6027 at about 400 amps. Travel speed will be slower.