Drag the electrode lightly. Since low hydrogen electrodes rely on the molten slag for shielding, never hold a long arc, whip, leave the crater, or move rapidly in any direction. Failure to follow these techniques may result in porosity and/or reduce mechani- cal properties.
For Clean
Multiple Pass Welds – Clean the slag after each bead. When welding in the downhand position, use stringer beads or small weaves rather than wide weaves to avoid slag inclusions.
Vertical Techniques
Use 5/32” or smaller electrodes and currents in the lower portion of the electrode’s range. Techniques are as follows:
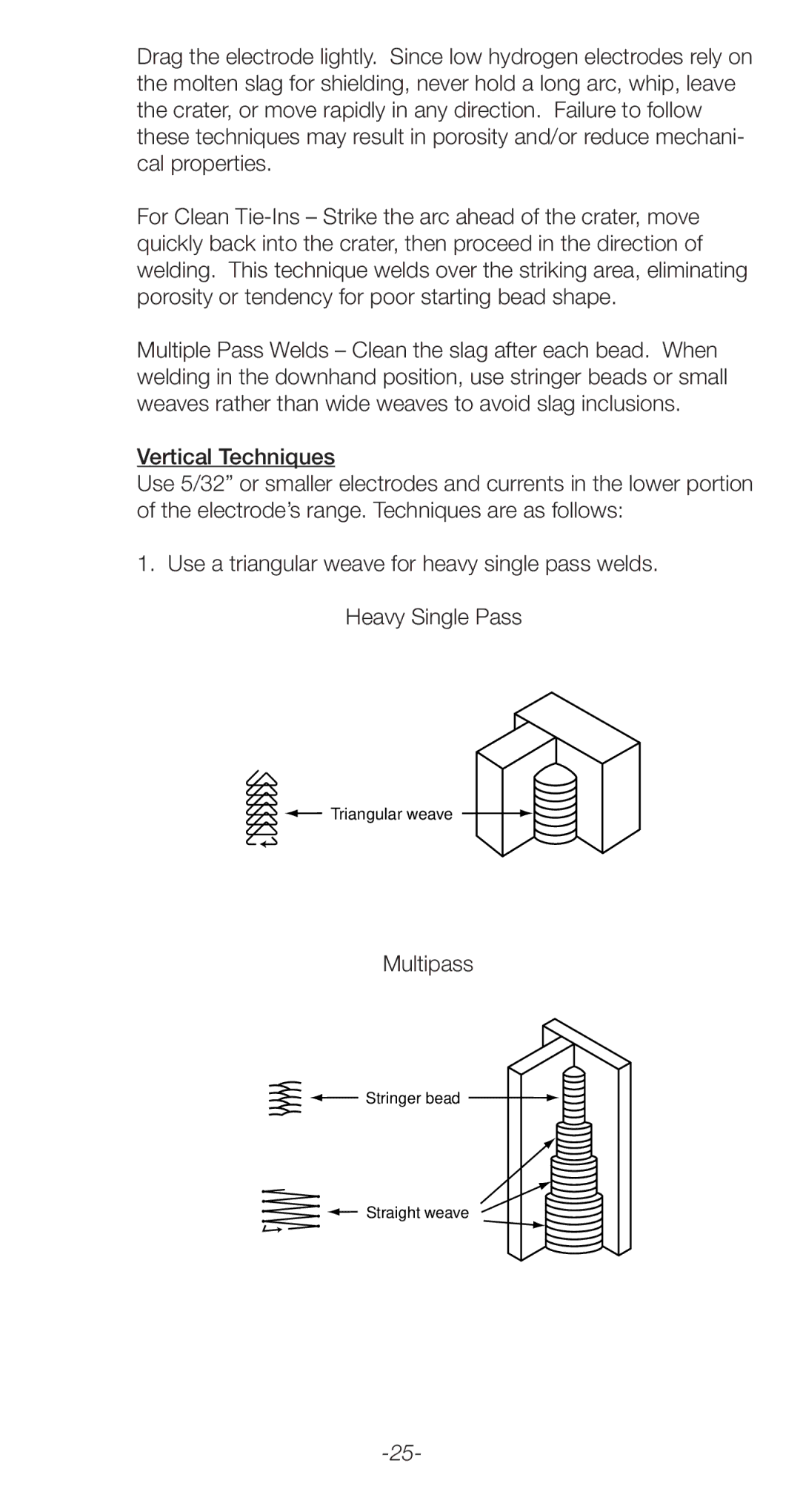
1.Use a triangular weave for heavy single pass welds. Heavy Single Pass
Triangular weave ![]()
Multipass
![]()
![]() Stringer bead
Stringer bead ![]()
![]()
![]() Straight weave
Straight weave