LEARNING TO WELD |
|
4.After you strike the arc, practice the correct electri- cal stickout. Learn to distinguish it by its sound.
5.When you are sure that you can hold the correct electrical stickout, with a smooth “crackling” arc, start moving. Look at the molten puddle constantly,
6.Run beads on a flat plate. Run them parallel to the top edge (the edge farthest away from you). This gives you practice in running straight welds, and also gives you an easy way to check your progress. The 10th weld will look considerably bet- ter than the first weld. By constantly checking on your mistakes and your progress, welding will soon be a matter of routine.
JOINT TYPES AND POSITIONS
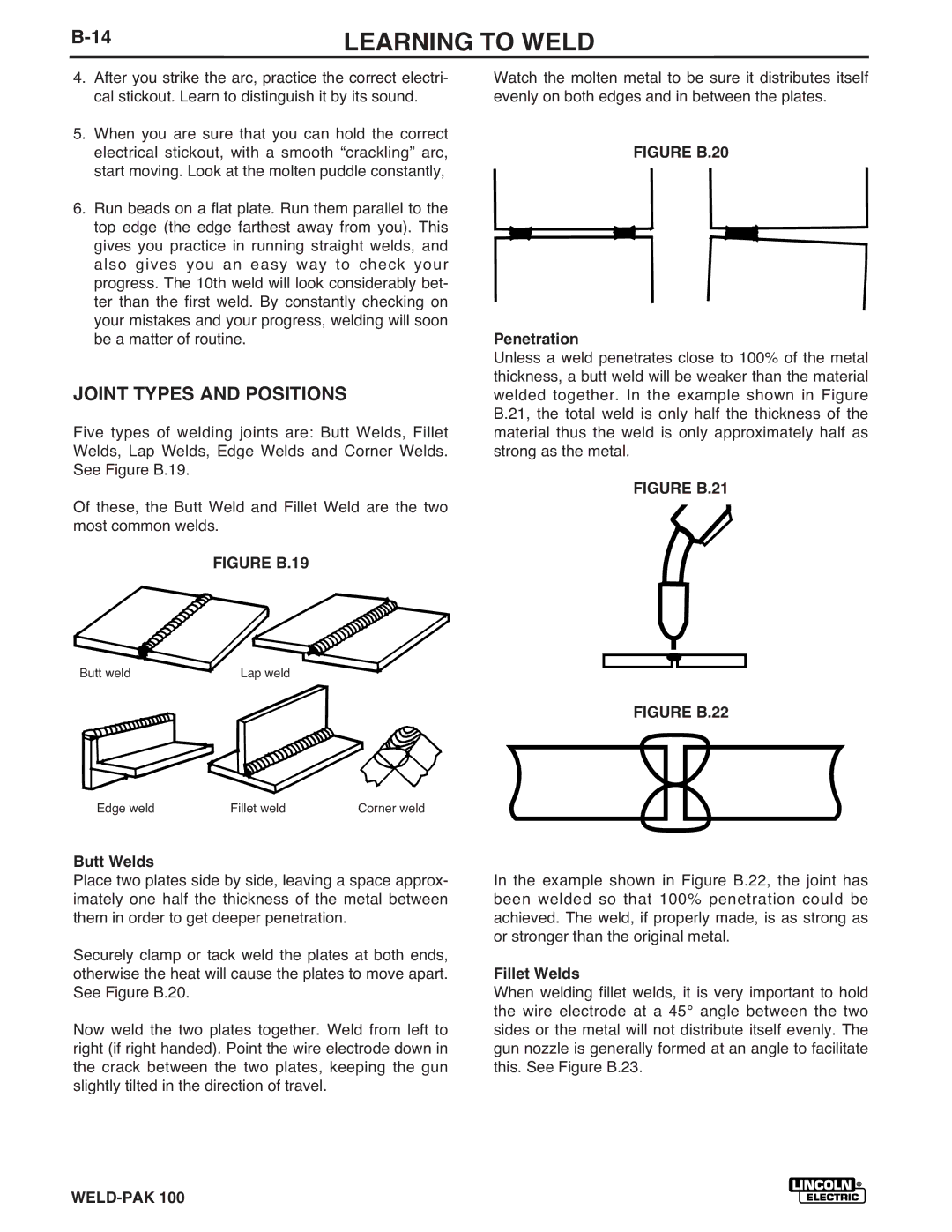
Five types of welding joints are: Butt Welds, Fillet Welds, Lap Welds, Edge Welds and Corner Welds. See Figure B.19.
Of these, the Butt Weld and Fillet Weld are the two most common welds.
FIGURE B.19
Watch the molten metal to be sure it distributes itself evenly on both edges and in between the plates.
FIGURE B.20
Penetration
Unless a weld penetrates close to 100% of the metal thickness, a butt weld will be weaker than the material welded together. In the example shown in Figure B.21, the total weld is only half the thickness of the material thus the weld is only approximately half as strong as the metal.
FIGURE B.21
Butt weld | Lap weld |
Edge weld | Fillet weld | Corner weld |
Butt Welds
Place two plates side by side, leaving a space approx- imately one half the thickness of the metal between them in order to get deeper penetration.
Securely clamp or tack weld the plates at both ends, otherwise the heat will cause the plates to move apart. See Figure B.20.
Now weld the two plates together. Weld from left to right (if right handed). Point the wire electrode down in the crack between the two plates, keeping the gun slightly tilted in the direction of travel.
FIGURE B.22
In the example shown in Figure B.22, the joint has been welded so that 100% penetration could be achieved. The weld, if properly made, is as strong as or stronger than the original metal.
Fillet Welds
When welding fillet welds, it is very important to hold the wire electrode at a 45° angle between the two sides or the metal will not distribute itself evenly. The gun nozzle is generally formed at an angle to facilitate this. See Figure B.23.