TOC
TOC
INSTALLATION
OUTPUT CONNECTIONS (STICK, TIG, AIR/CARBON ARC CUTTING)
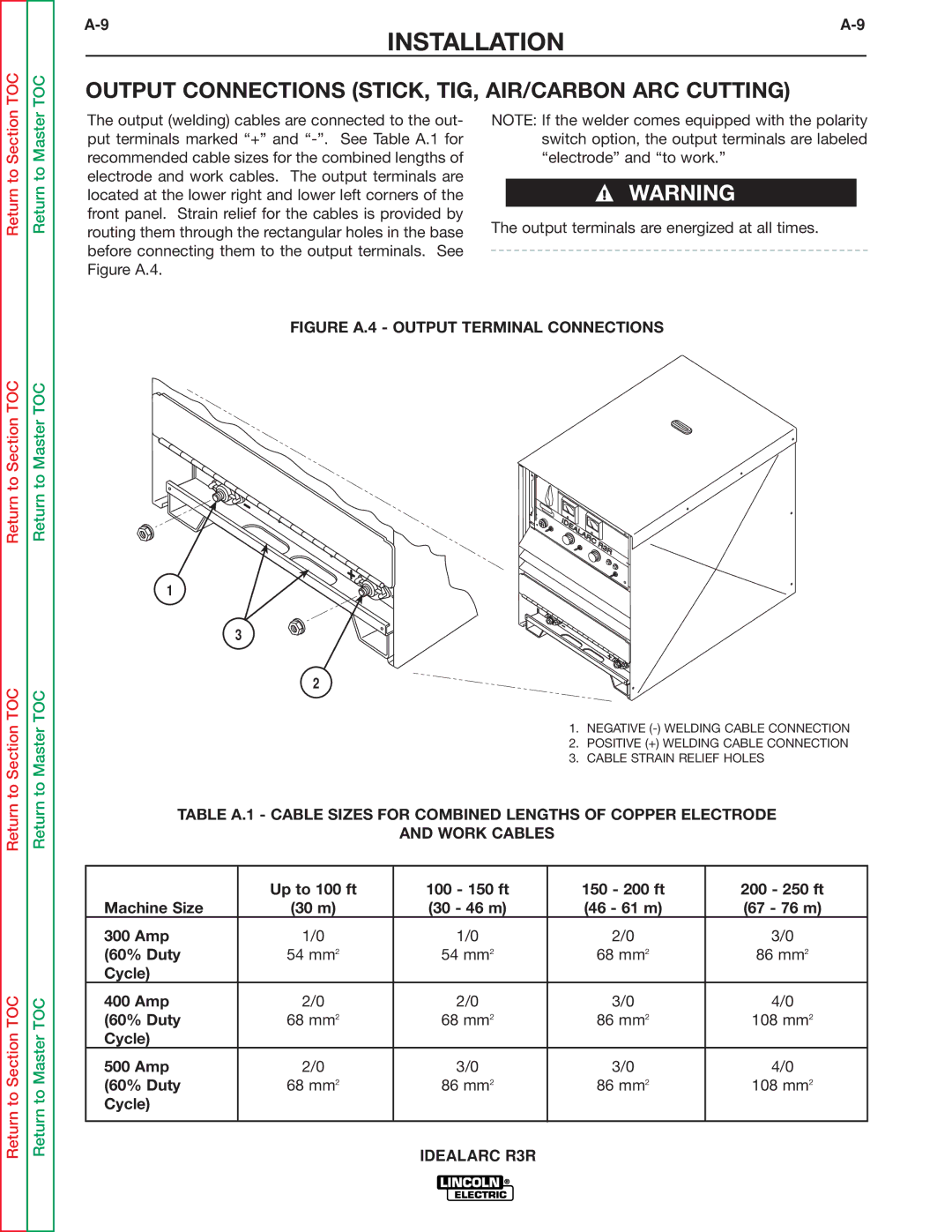
The output (welding) cables are connected to the out- put terminals marked “+” and
NOTE: If the welder comes equipped with the polarity switch option, the output terminals are labeled “electrode” and “to work.”
WARNING
The output terminals are energized at all times.
Return to Section TOC
Return to Section TOC
Return to Section TOC
Return to Master TOC
Return to Master TOC
Return to Master TOC
FIGURE A.4 - OUTPUT TERMINAL CONNECTIONS
1
3
2
1. NEGATIVE
2. POSITIVE (+) WELDING CABLE CONNECTION
3. CABLE STRAIN RELIEF HOLES
TABLE A.1 - CABLE SIZES FOR COMBINED LENGTHS OF COPPER ELECTRODE
AND WORK CABLES
| Up to 100 ft | 100 - 150 ft | 150 - 200 ft | 200 - 250 ft |
Machine Size | (30 m) | (30 - 46 m) | (46 - 61 m) | (67 - 76 m) |
300 Amp | 1/0 | 1/0 | 2/0 | 3/0 |
(60% Duty | 54 mm2 | 54 mm2 | 68 mm2 | 86 mm2 |
Cycle) |
|
|
|
|
400 Amp | 2/0 | 2/0 | 3/0 | 4/0 |
(60% Duty | 68 mm2 | 68 mm2 | 86 mm2 | 108 mm2 |
Cycle) |
|
|
|
|
500 Amp | 2/0 | 3/0 | 3/0 | 4/0 |
(60% Duty | 68 mm2 | 86 mm2 | 86 mm2 | 108 mm2 |
Cycle) |
|
|
|
|
|
|
|
|
|
|
| IDEALARC R3R |
|
|