5-7. Plunge Adjustment
| Plunge Settings When Using Ferrules | ||
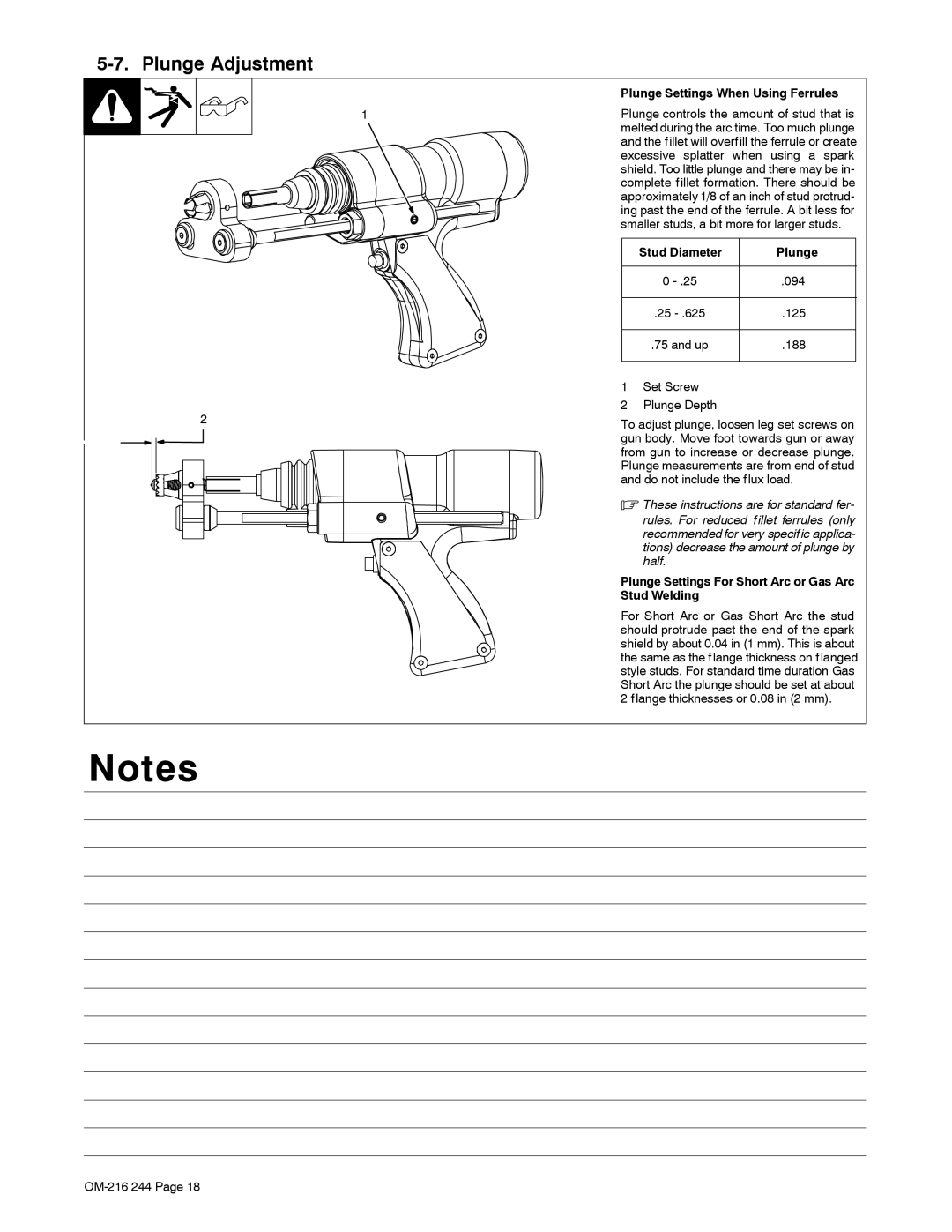
1 | Plunge controls the amount of stud that is | ||
| melted during the arc time. Too much plunge | ||
| and the fillet will overfill the ferrule or create | ||
| excessive splatter when using a spark | ||
| shield. Too little plunge and there may be in- | ||
| complete fillet formation. There should be | ||
| approximately 1/8 of an inch of stud protrud- | ||
| ing past the end of the ferrule. A bit less for | ||
| smaller studs, a bit more for larger studs. | ||
|
| Stud Diameter | Plunge |
|
| 0 | .094 |
|
| .25 | .125 |
|
| .75 and up | .188 |
| 1 | Set Screw |
|
| 2 | Plunge Depth |
|
2 | To adjust plunge, loosen leg set screws on |
| |
| gun body. Move foot towards gun or away |
| from gun to increase or decrease plunge. |
| Plunge measurements are from end of stud |
| and do not include the flux load. |
| . These instructions are for standard fer- |
| rules. For reduced fillet ferrules (only |
| recommended for very specific applica- |
| tions) decrease the amount of plunge by |
| half. |
| Plunge Settings For Short Arc or Gas Arc |
| Stud Welding |
| For Short Arc or Gas Short Arc the stud |
| should protrude past the end of the spark |
| shield by about 0.04 in (1 mm). This is about |
| the same as the flange thickness on flanged |
| style studs. For standard time duration Gas |
| Short Arc the plunge should be set at about |
| 2 flange thicknesses or 0.08 in (2 mm). |
Notes