Programming Manual
Page
FX Series Programmable Controllers
Foreword
FX Series Programmable Controllers
FAX Back Combined Programming Manual J
FX Series Programmable Controllers
Hardware Warnings
Software Warnings
FX Series Programmable Controllers
Contents
STL Programming
Applied Instructions
Rotation And Shift Functions 30 to
External FX Serial Devices Functions 80 to
Execution Times And Instructional
10-1
Viii
FX Series Programmable Controllers
Chapter Contents
Introduction
Overview
What is a Programmable Controller?
What do You Need to Program a PLC?
Special considerations for programming equipment
Current Generation CPU all versions
Assocciated Manuals
Manual name Number FX Base Unit Hardware
Manual name Number FX DU, GOT and DM units
Memo
Basic Program Instructions
FX Series Programmable ControllersBasic Program Instructions
Detailed device information
What is a Program?
Outline of Basic Devices Used in Programming
How to Read Ladder Logic
Example
Program example
Load, Load Inverse
OUT instruction
Timer and Counter Variations
Out
Double Coil Designation
Use of dual coils
Last coil effect
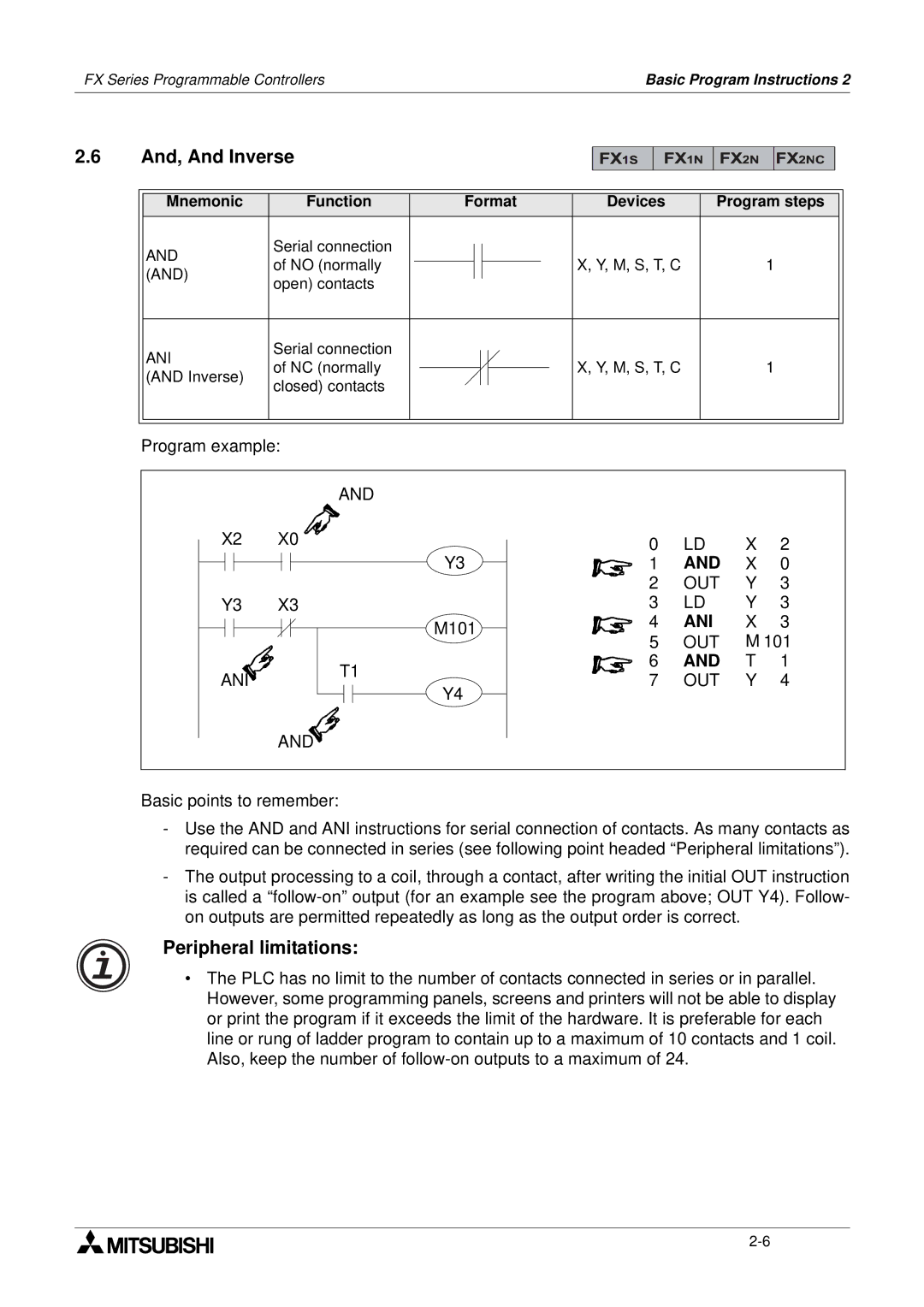
And, And Inverse
Peripheral limitations
Or, Or Inverse
ORI
Load Pulse, Load Trailing Pulse
Single Operation flags M2800 to M3071
Pulse, And Trailing Pulse
LDF ANF OUT
Or Pulse, Or Trailing Pulse
ORF ORB
Sequential processing limitations
Or Block
Batch processing limitations
Block
ANB
13 MPS, MRD and MPP
MPS, MRD and MPP usage
Multiple program examples
Master Control and Reset
MCR
Nested MC program example
Set and Reset
Resetting timers and counters
16.1Basic Timers, Retentive Timers And Counters
Timer, Counter Out & Reset
Retentive timers
Bit counters
Availability of devices
Normal 32 bit Counters
High Speed Counters
PLF
Leading and Trailing Pulse
Inverse
Usages for INV
No Operation
No Operation
20 End
Program scan
Memo
STL Programming
FX Series Programmable ControllersSTL Programming
What is STL, SFC And IEC1131 Part 3?
General note
Look Inside an STL
How STL Operates
Each step is a program
How To Start And End An STL Program
Combined SFC Ladder representation
Embedded STL programs
Activating new states
Returning to Standard Ladder
Initial Steps
Terminating an STL Program
Using SET to drive an STL coil
Moving Between STL Steps
Out is used for distant jumps
Using OUT to drive an STL coil
OUT is used for loops and jumps
Rules and Techniques For STL programs
Basic Notes On The Behavior Of STL programs
T001 K20 K50
Method 2 Special Single Pulse Flags
Single Signal Step Control
Method 1 Using locking devices
Restrictions on using applied instructions
Restrictions Of Some Instructions When Used With STL
Using ‘jump’ operations with STL
Using STL To Select The Most Appropriate Program
STL OUT SET
Using STL To Activate Multiple Flows Simultaneously
Limits on the number of branches
Limits on the number of branches
General Rules For Successful STL Branching
Instruction Format
General Precautions When Using The FX-PCS/AT-EE Software
Programming Examples
Simple STL Flow
Identification of normally closed contacts
SET STL
Points to note
Selective Branch/ First State Merge Example Program
Full STL flow diagram/program
Advanced STL Use
Devices in Detail
FX Series Programmable ControllersDevices in Detail
Configuration details
Inputs
Available devices
Device Mnemonic
Alias O/P
Outputs
Device Mnemonic Y
General Stable State Auxiliary Relays
Auxiliary Relays
Device Mnemonic M
Battery Backed/ Latched Auxiliary Relays
External loads
Special Diagnostic Auxiliary Relays
Special Single Operation Pulse Relays
General Stable State State Relays
State Relays
Device Mnemonic S
Battery Backed/ Latched State Relays
PLC FX 1S FX 1N FX 2N
Assigned states
Monitoring STL programs
STL/SFC programming
IST instruction
Annunciator Flags
Pointers
Jumping to the end of the program
Device availability
Device Mnemonic P
Interrupt Pointers
Additional applied instructions
Nested levels
Pointer position
Input Interrupts
Timer Interrupts
Rules of use
Driving special auxiliary relays
Disabling high speed counter interrupts
Additional notes
Disabling Individual Interrupts
Constant K
Constant H
Device Mnemonic K
Example device usage N/A
Device Mnemonic T
Timers
Timer accuracy
Driving special auxiliary coils
General timer operation
Selectable Timers
Using timers in interrupt or ‘CALL’ subroutines
Retentive Timers
Internal timer accuracy
Timers Used in Interrupt and ‘CALL’ Subroutines
Timer Accuracy
Condition
Setting ranges for counters
Counters
High speed counters
Device Mnemonic C
Battery backed/latched counters
General/ Latched 16bit UP Counters
General/ Latched 32bit Bi-directional Counters
Battery backed/ latched counters
Selecting the counting direction
Basic high speed counter operation
Further uses None
Driving high speed counter coils
Basic High Speed Counter Operation
Availability of High Speed Counters
Input assignment
Counter Speeds
Calculating the maximum combined counting speed on FX1S
Device specification
Setting range
Direction setting
Using the SPD instruction
RST
11.5 2 Phase Bi-directional Counters C246 to C250
Device size
11.6 A/B Phase Counters C252 to C255
Example device usage None
Data Registers
Device Mnemonic D
General Use Registers
Data register updates
Data retention
Using the FX2-40AW/AP
Use of diagnostic registers
Battery Backed/ Latched Registers
Special Diagnostic Registers
Special caution when using FX1S
Writing to file registers
File Registers
Program memory registers
Externally Adjusted Registers
Uses
Index Registers
Use of Modifiers with Applied Instruction Parameters
Device Mnemonic V,Z
Available forms
Misuse of the Modifiers
Using Multiple Index Registers
Modifying a Constant
Bits, Words, BCD and Hexadecimal
Bit Devices, Individual and Grouped
Assigning grouped bit devices
Moving grouped bit devices
Assigning I/O
Word Devices
Interpreting Word Data
FX Series Programmable Controllers
Binary Coded Decimal value= Error
Word Data Summary
14.4 Two’s Compliment
Inverted7 Additional1
Floating Point And Scientific Notation
Some useful constants
Scientific Notation
Floating Point Format
FLT