Quarter Panel
Replacement
Installation Procedure
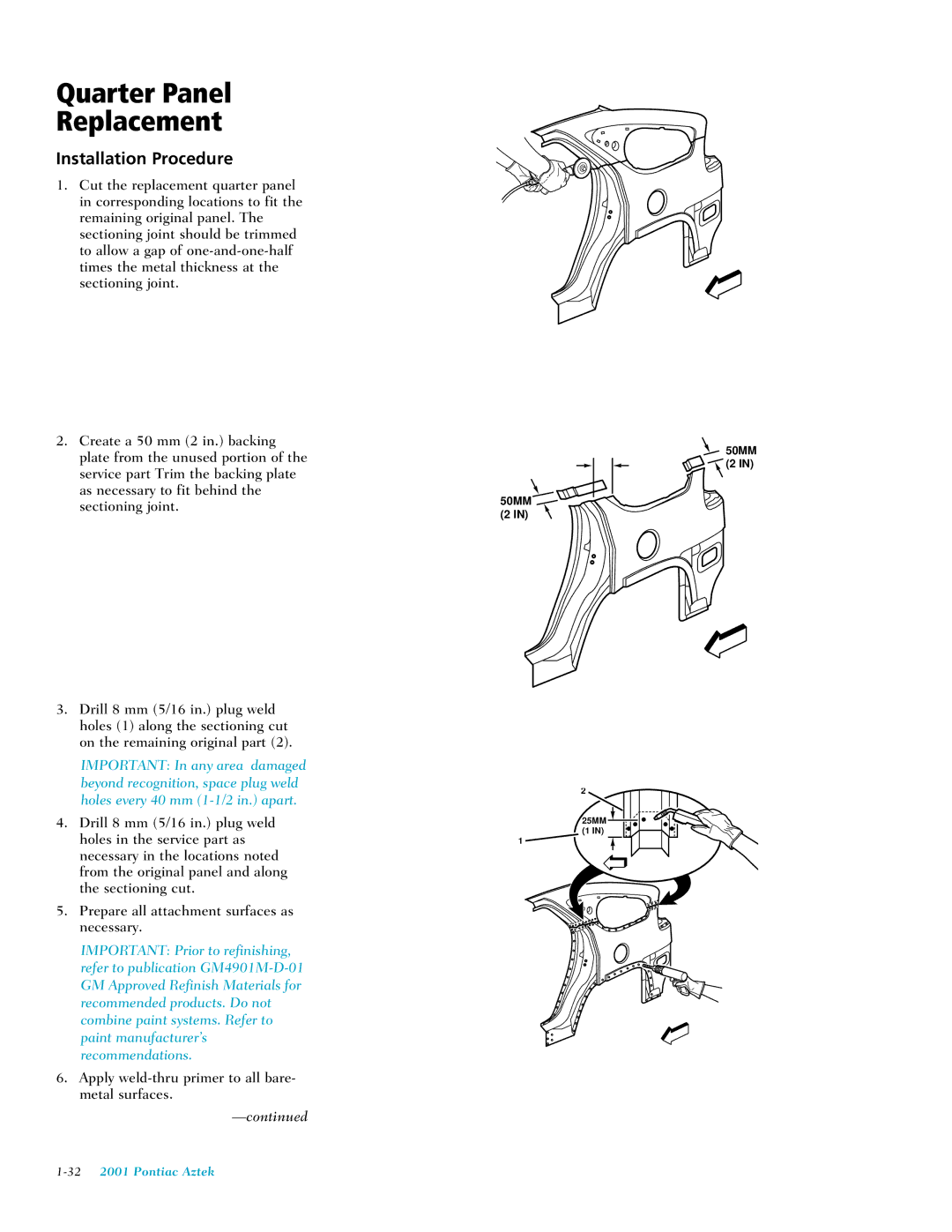
1.Cut the replacement quarter panel in corresponding locations to fit the remaining original panel. The sectioning joint should be trimmed to allow a gap of
2.Create a 50 mm (2 in.) backing plate from the unused portion of the service part Trim the backing plate as necessary to fit behind the sectioning joint.
3.Drill 8 mm (5/16 in.) plug weld holes (1) along the sectioning cut on the remaining original part (2).
IMPORTANT: In any area damaged beyond recognition, space plug weld holes every 40 mm
4.Drill 8 mm (5/16 in.) plug weld holes in the service part as necessary in the locations noted from the original panel and along the sectioning cut.
5.Prepare all attachment surfaces as necessary.
IMPORTANT: Prior to refinishing, refer to publication
6.Apply
50MM  (2 IN)
(2 IN)
50MM (2 IN)
2
25MM ![]()
![]() (1 IN)
(1 IN) ![]()
1