14" | O P E R A T I O N | For Machines Mfg. Since 5/11 |
|
|
|
Threading
The following subsections will describe how to use the threading controls and charts to set up the lathe for a threading operation. If you are unfamiliar with the process of cutting threads on a lathe, we strongly recommend that you read books, review industry trade magazines, or get formal training before attempting any threading projects.
Headstock Threading Controls
The threading charts on the headstock face display the settings for metric, inch, modular, and diametral threading.
Using the controls on the lathe, follow along with the example below to better understand how to set up the lathe for the desired threading operation.
Setting Metric Thread Pitch of 1.75
1.Make sure the end gears are in the standard configuration, which is used for all metric threading (refer to End Gears on Page 54 for detailed instructions).
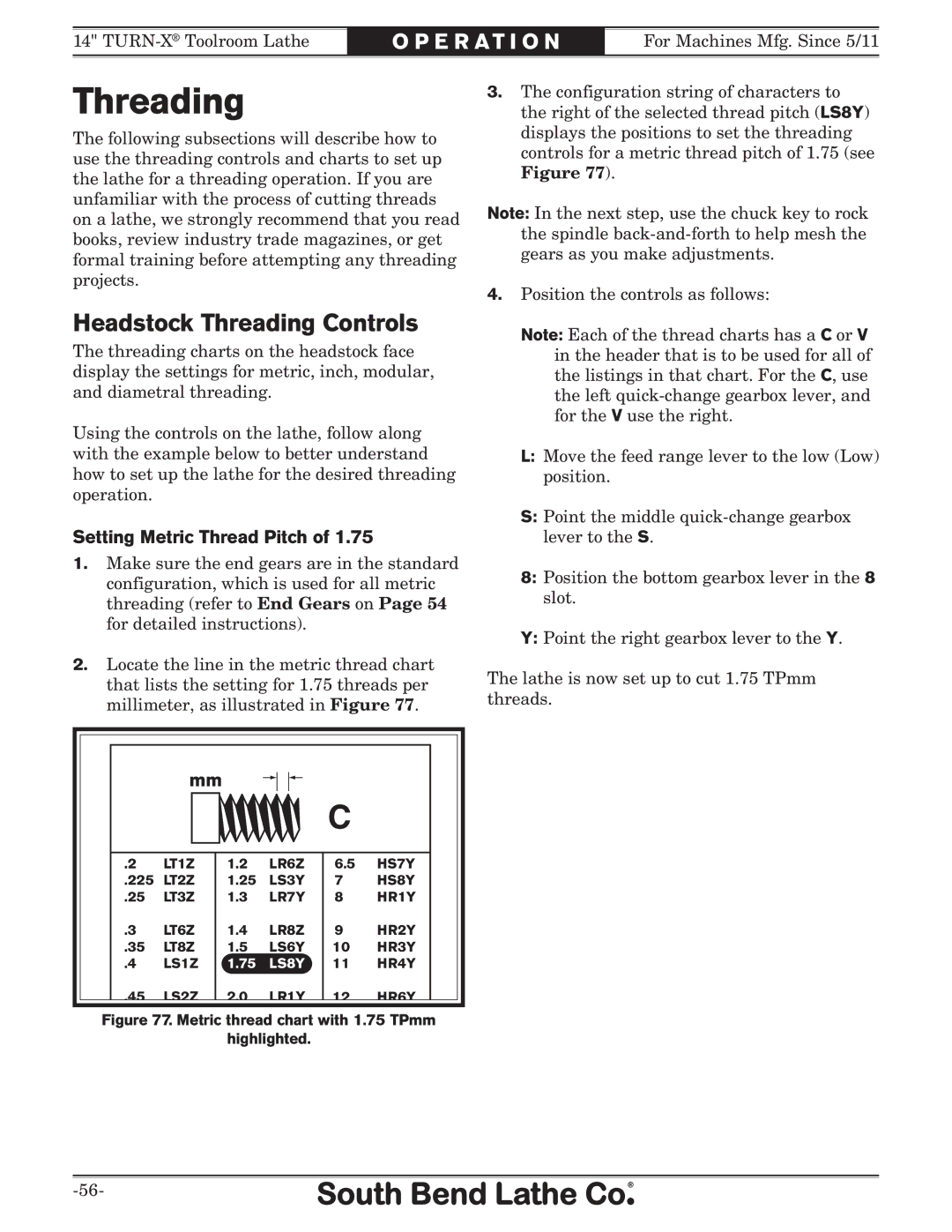
2.Locate the line in the metric thread chart that lists the setting for 1.75 threads per millimeter, as illustrated in Figure 77.
| mm |
|
|
|
|
|
|
|
| C |
|
.2 | LT1Z | 1.2 | LR6Z | 6.5 | HS7Y |
.225 | LT2Z | 1.25 | LS3Y | 7 | HS8Y |
.25 | LT3Z | 1.3 | LR7Y | 8 | HR1Y |
.3 | LT6Z | 1.4 | LR8Z | 9 | HR2Y |
.35 | LT8Z | 1.5 | LS6Y | 10 | HR3Y |
.4 | LS1Z | 1.75 | LS8Y | 11 | HR4Y |
.45 | LS2Z | 2.0 | LR1Y | 12 | HR6Y |
Figure 77. Metric thread chart with 1.75 TPmm
highlighted.
3.The configuration string of characters to the right of the selected thread pitch (LS8Y) displays the positions to set the threading controls for a metric thread pitch of 1.75 (see Figure 77).
Note: In the next step, use the chuck key to rock the spindle
4.Position the controls as follows:
Note: Each of the thread charts has a C or V in the header that is to be used for all of the listings in that chart. For the C, use the left
L:Move the feed range lever to the low (Low) position.
S:Point the middle
8:Position the bottom gearbox lever in the 8 slot.
Y:Point the right gearbox lever to the Y.
The lathe is now set up to cut 1.75 TPmm threads.