For Machines Mfg. Since 5/11 | P R E P A R A T I O N | 14" |
|
|
|
3.Clear away all tools and objects used during assembly, lubrication, and preparation.
4.Make sure that the chuck and jaws, if installed, are secure (refer to Chuck and Faceplate Mounting on Page 32).
Note: If a chuck is not installed on the lathe, you do not need to install one for this test.
5.Push the STOP button on the control panel (see Figure 24), and point the coolant nozzle into the chip pan.
Cutting Fluid
Pump Switch
Jog
Button
Power
Lamp STOP
Button
Figure 24. Control panel.
6.To disengage the
Feed
Range Lever
Low | Feed Range Lever |
Neutral
High 
Figure 25. Feed range lever.
Note: In the next step, use the chuck key to rock the chuck
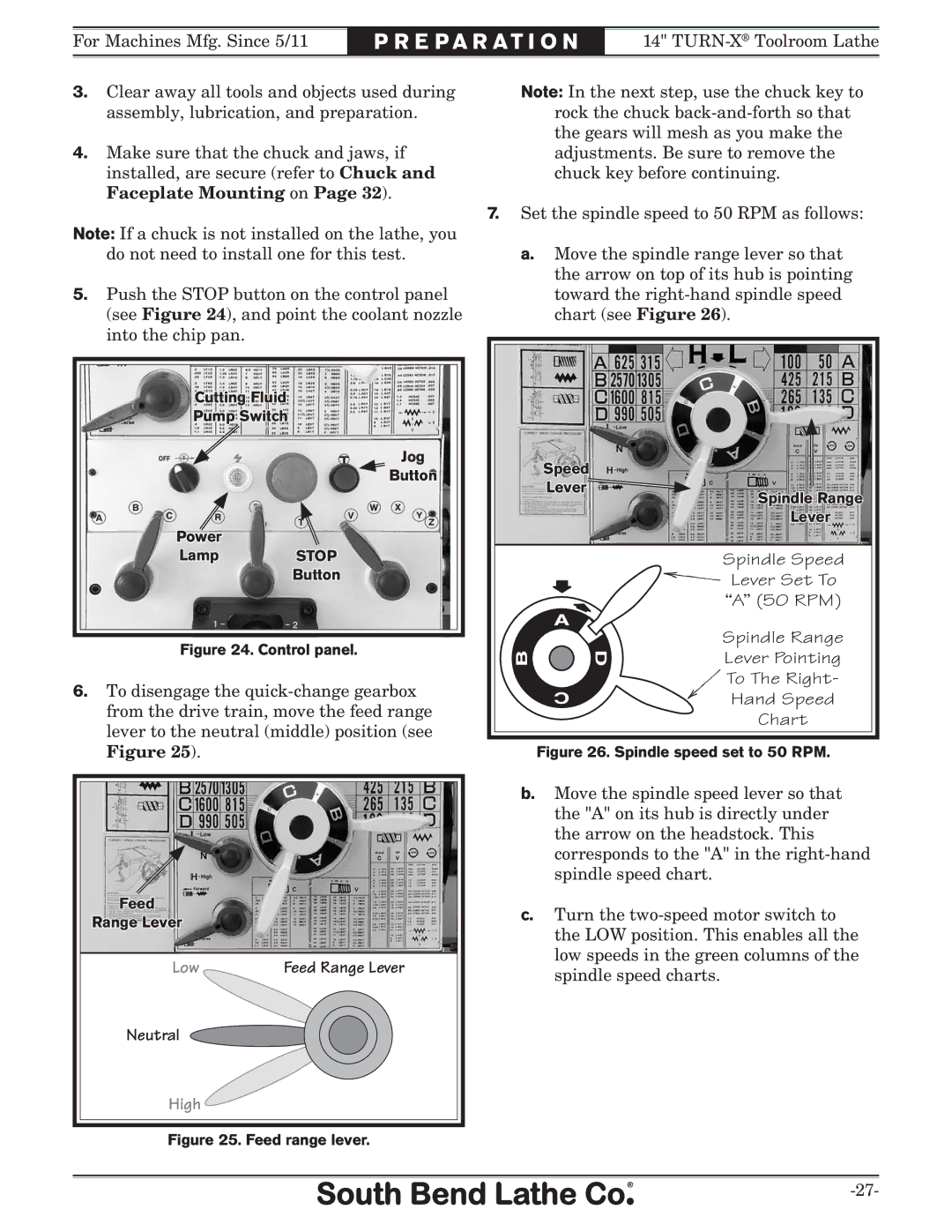
7.Set the spindle speed to 50 RPM as follows:
a.Move the spindle range lever so that the arrow on top of its hub is pointing toward the
Speed |
|
Lever | Spindle Range |
| |
| Lever |
| Spindle Speed |
| Lever Set To |
| “A” (50 RPM) |
A
Spindle Range
B | D | Lever Pointing |
|
| To The Right- |
| C | Hand Speed |
|
| Chart |
Figure 26. Spindle speed set to 50 RPM.
b.Move the spindle speed lever so that the "A" on its hub is directly under the arrow on the headstock. This corresponds to the "A" in the
c.Turn the
spindle speed charts.