



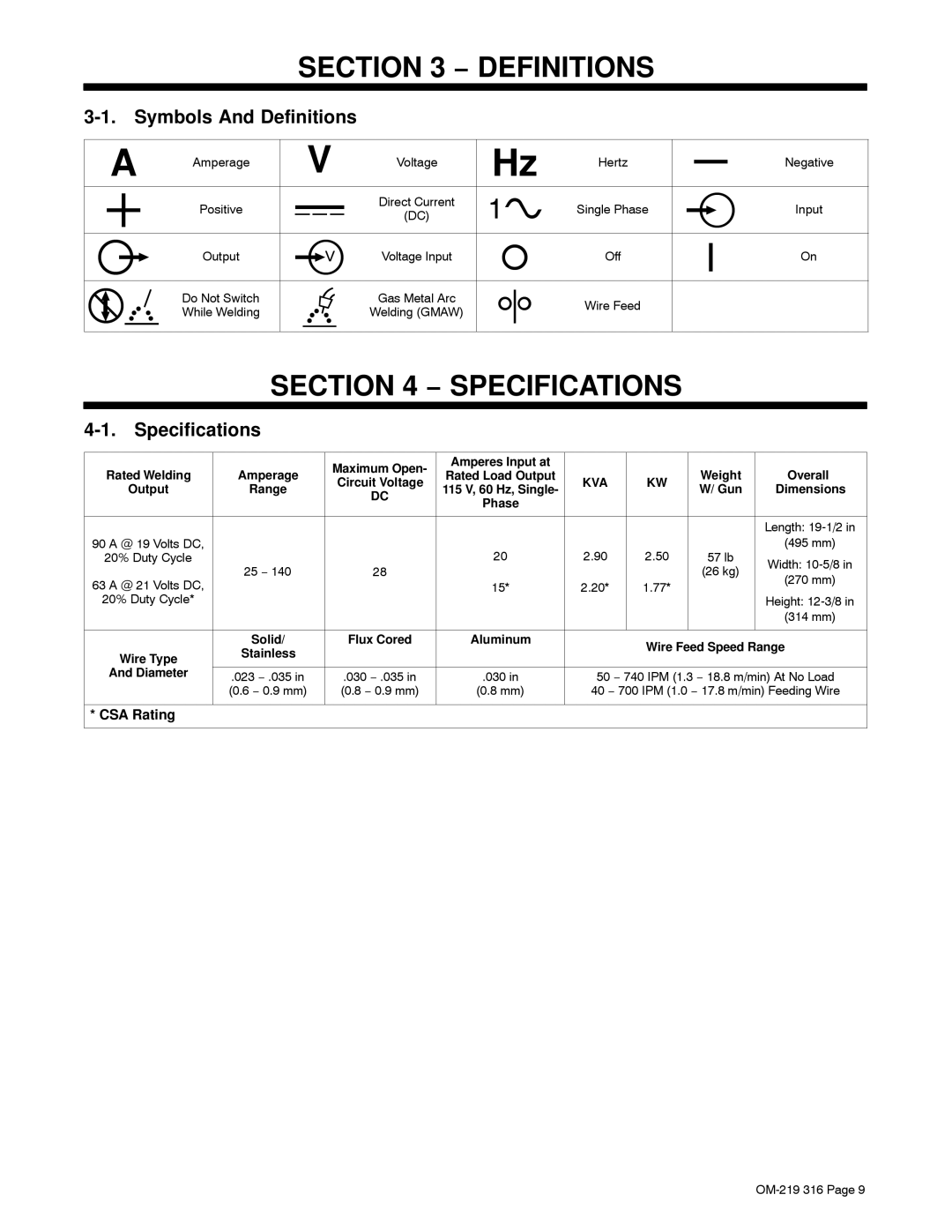




5-3. Process/Polarity Table
Process | Polarity | Cable Connections | ||
|
| |||
Cable To Gun | Cable To Work | |||
|
| |||
|
|
|
| |
GMAW − Solid wire with shield- | DCEP − Reverse polarity | Connect to positive (+) out- | Connect to negative (−) output | |
ing gas |
| put terminal | terminal | |
|
|
|
| |
FCAW − | DCEN − Straight Polarity | Connect to negative (−) | Connect to positive (+) output | |
no shielding gas |
| output terminal | terminal | |
|
|
|
| |
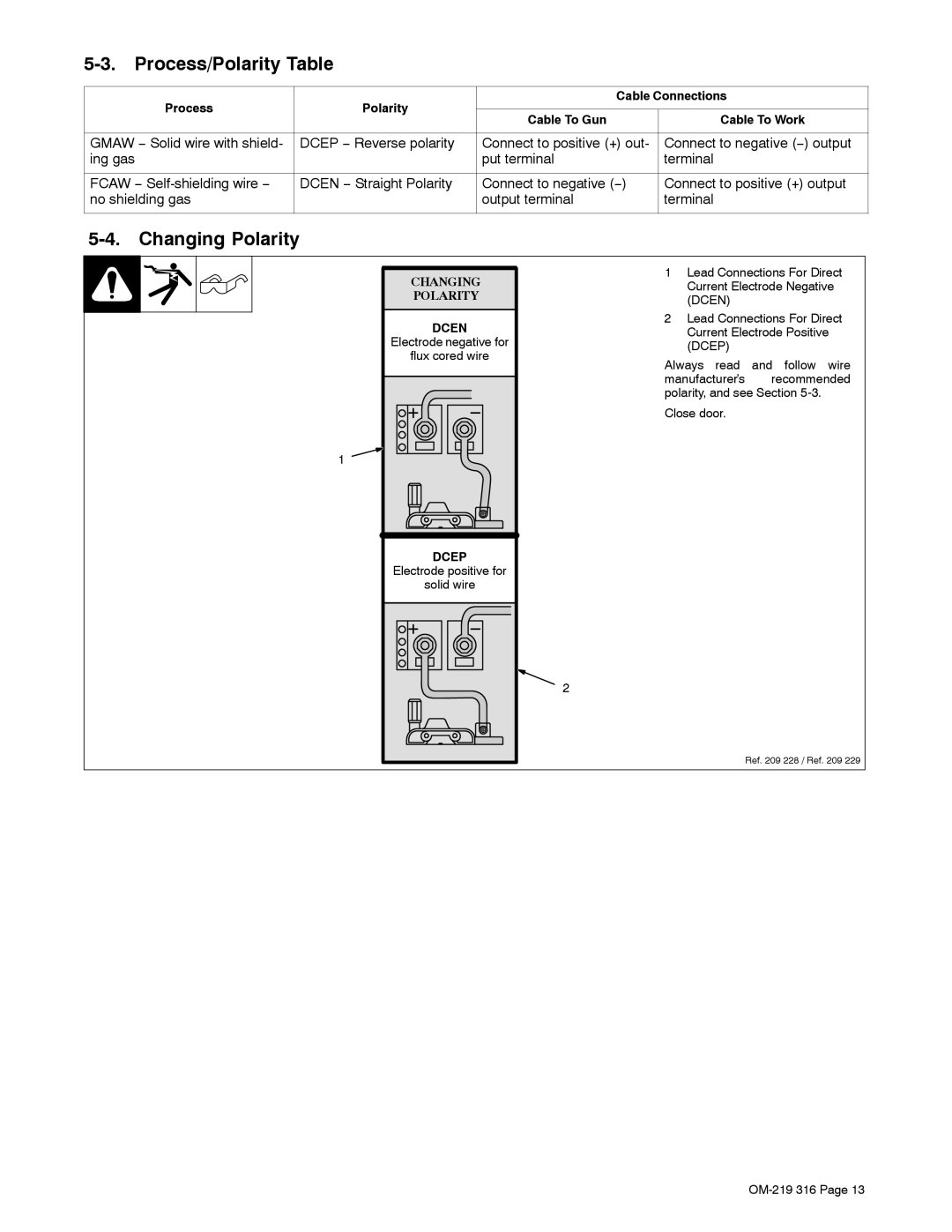
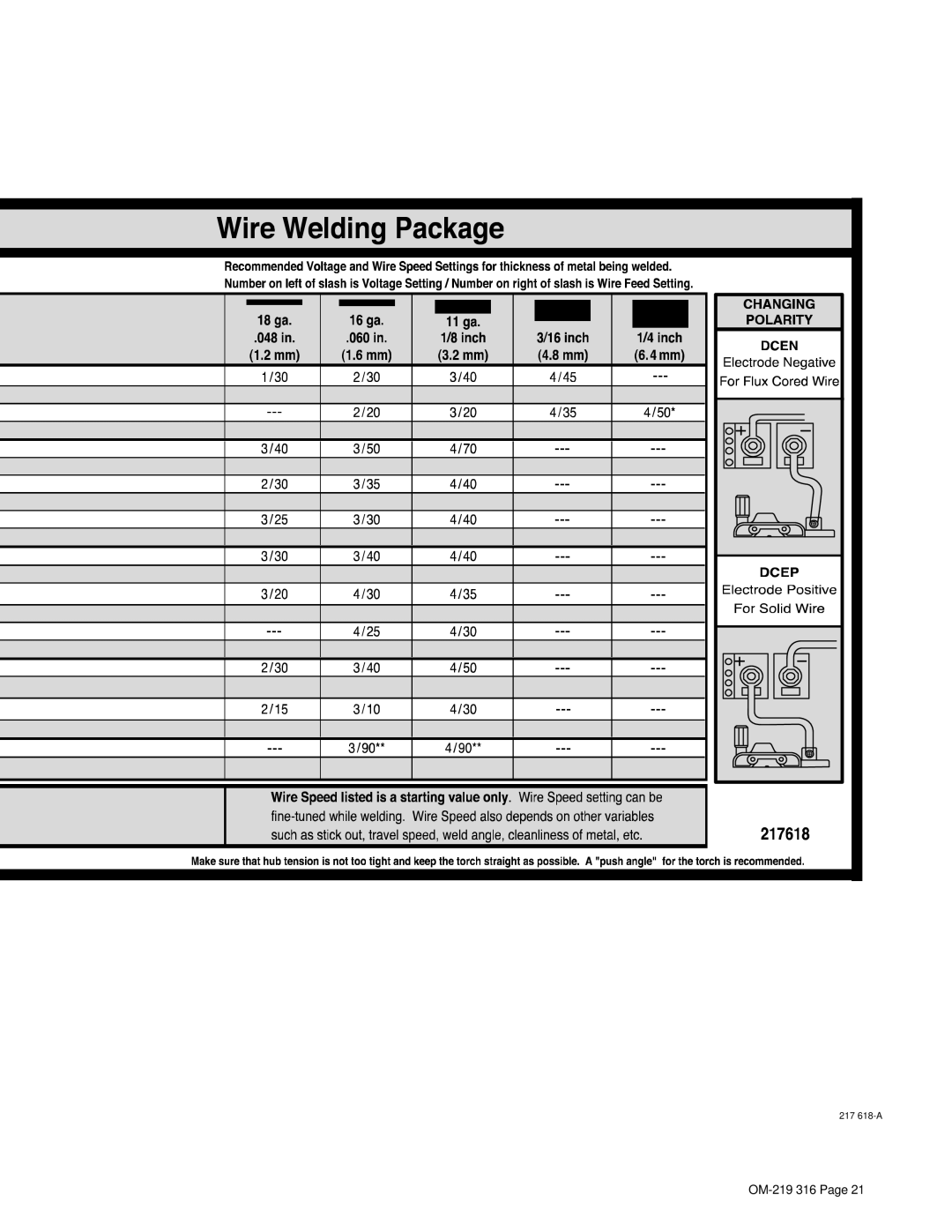
5-4. Changing Polarity
CHANGING |
POLARITY |
DCEN |
Electrode negative for |
flux cored wire |
1 |
DCEP |
Electrode positive for |
solid wire |
2 |
1Lead Connections For Direct Current Electrode Negative (DCEN)
2Lead Connections For Direct Current Electrode Positive (DCEP)
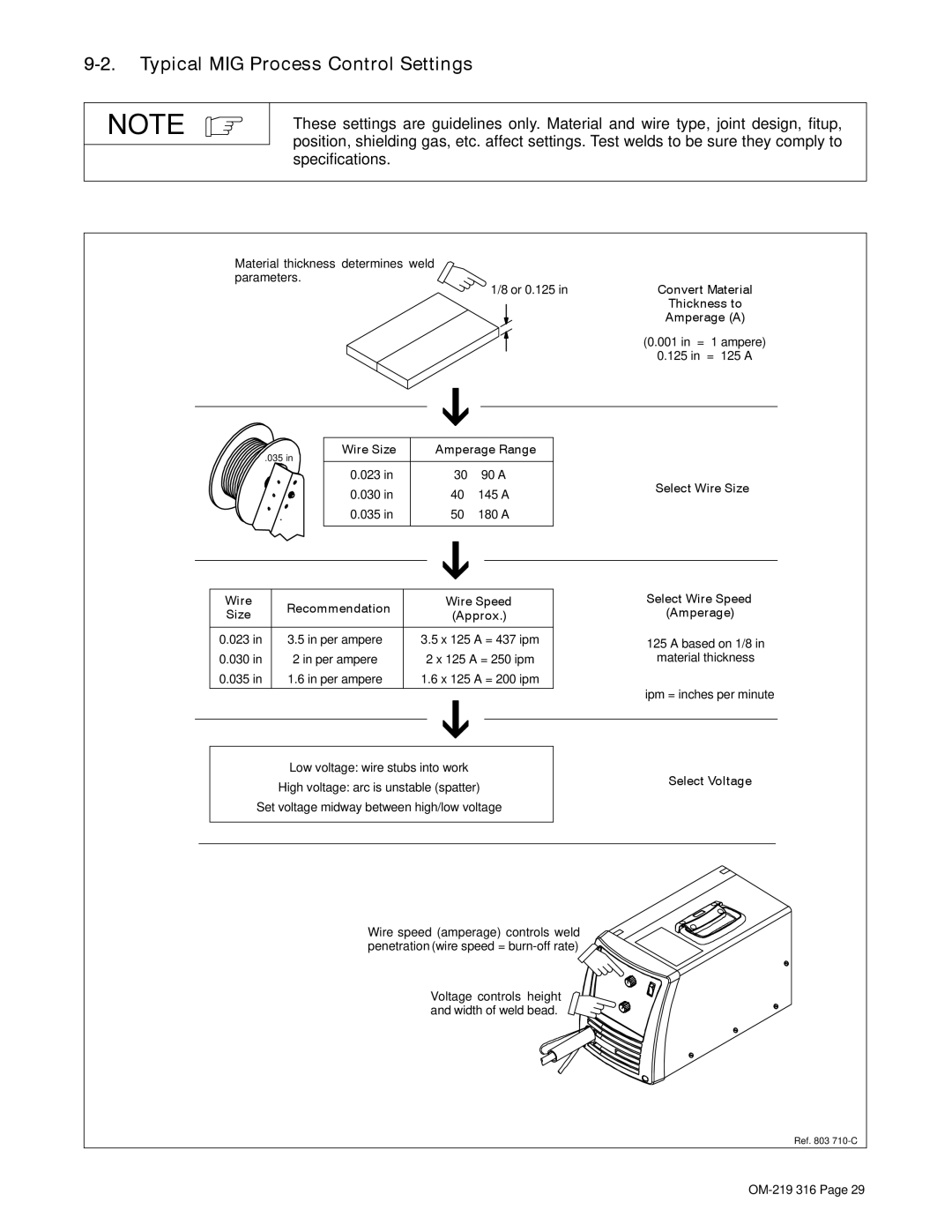
Always read and follow wire manufacturer’s recommended polarity, and see Section
Close door.
Ref. 209 228 / Ref. 209 229