








5-7. Installing Wire Spool And Adjusting Hub Tension
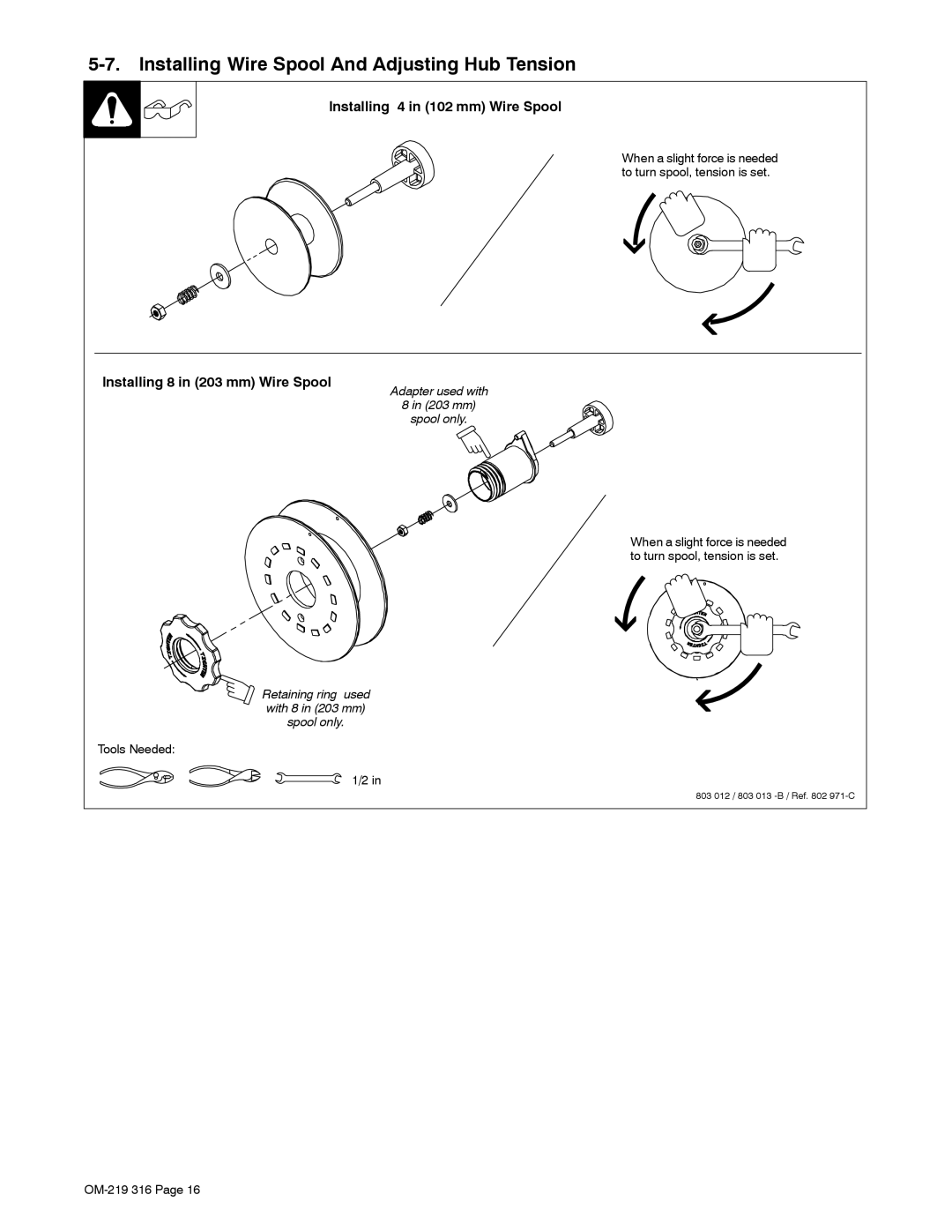
Installing 4 in (102 mm) Wire Spool
When a slight force is needed to turn spool, tension is set.
Installing 8 in (203 mm) Wire Spool | Adapter used with |
| |
| 8 in (203 mm) |
| spool only. |
When a slight force is needed to turn spool, tension is set.
Retaining ring used with 8 in (203 mm) spool only.
Tools Needed:
1/2 in
803 012 / 803 013