






7-7. Replacing Switch And/Or Head Tube
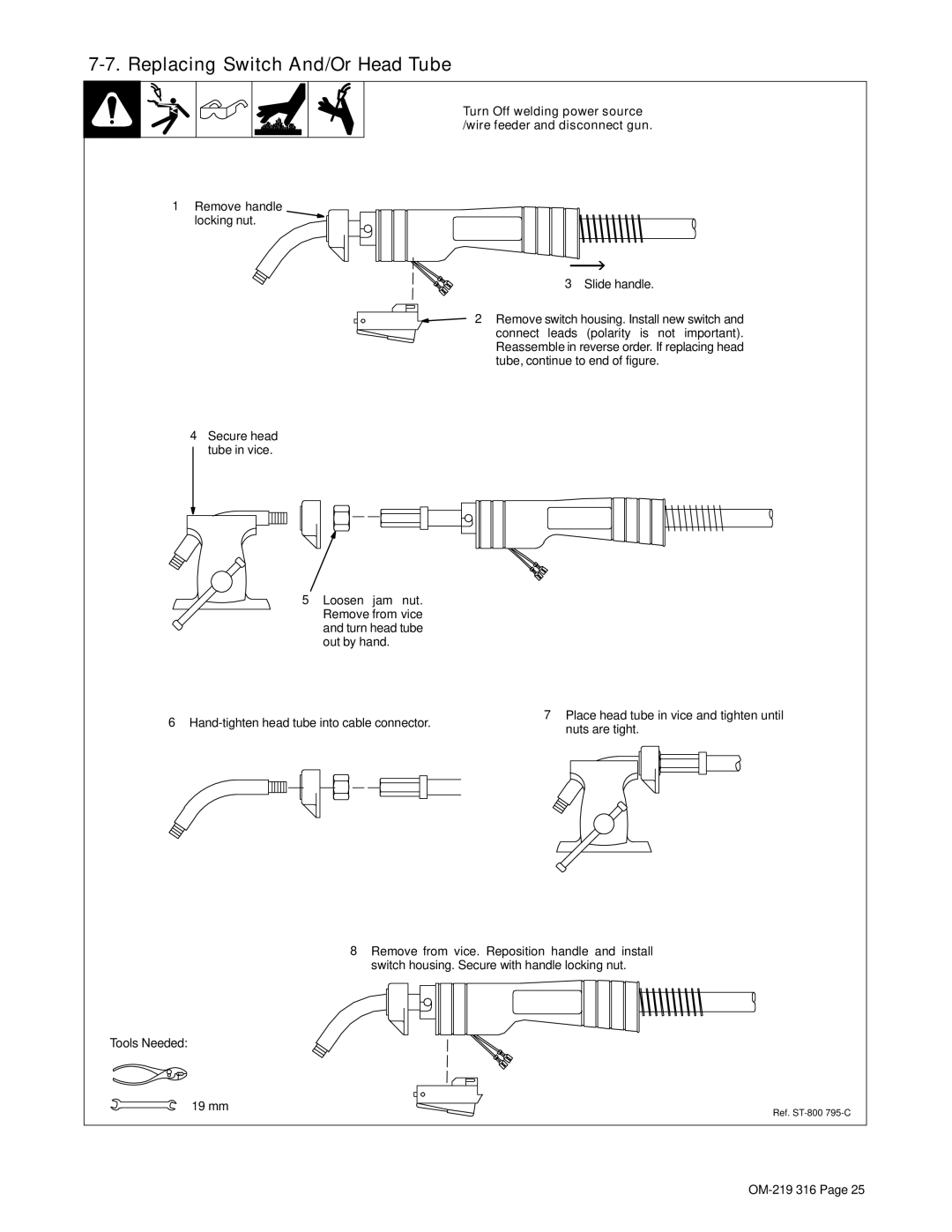
Y Turn Off welding power source /wire feeder and disconnect gun.
1 Remove handle locking nut. ![]()
3 Slide handle.
2 Remove switch housing. Install new switch and connect leads (polarity is not important). Reassemble in reverse order. If replacing head tube, continue to end of figure.
4Secure head tube in vice.
5Loosen jam nut. Remove from vice and turn head tube out by hand.
6
7Place head tube in vice and tighten until nuts are tight.
8Remove from vice. Reposition handle and install switch housing. Secure with handle locking nut.
Tools Needed:
19 mm | Ref. |
|