INSTALLATION | ||
ARFU |
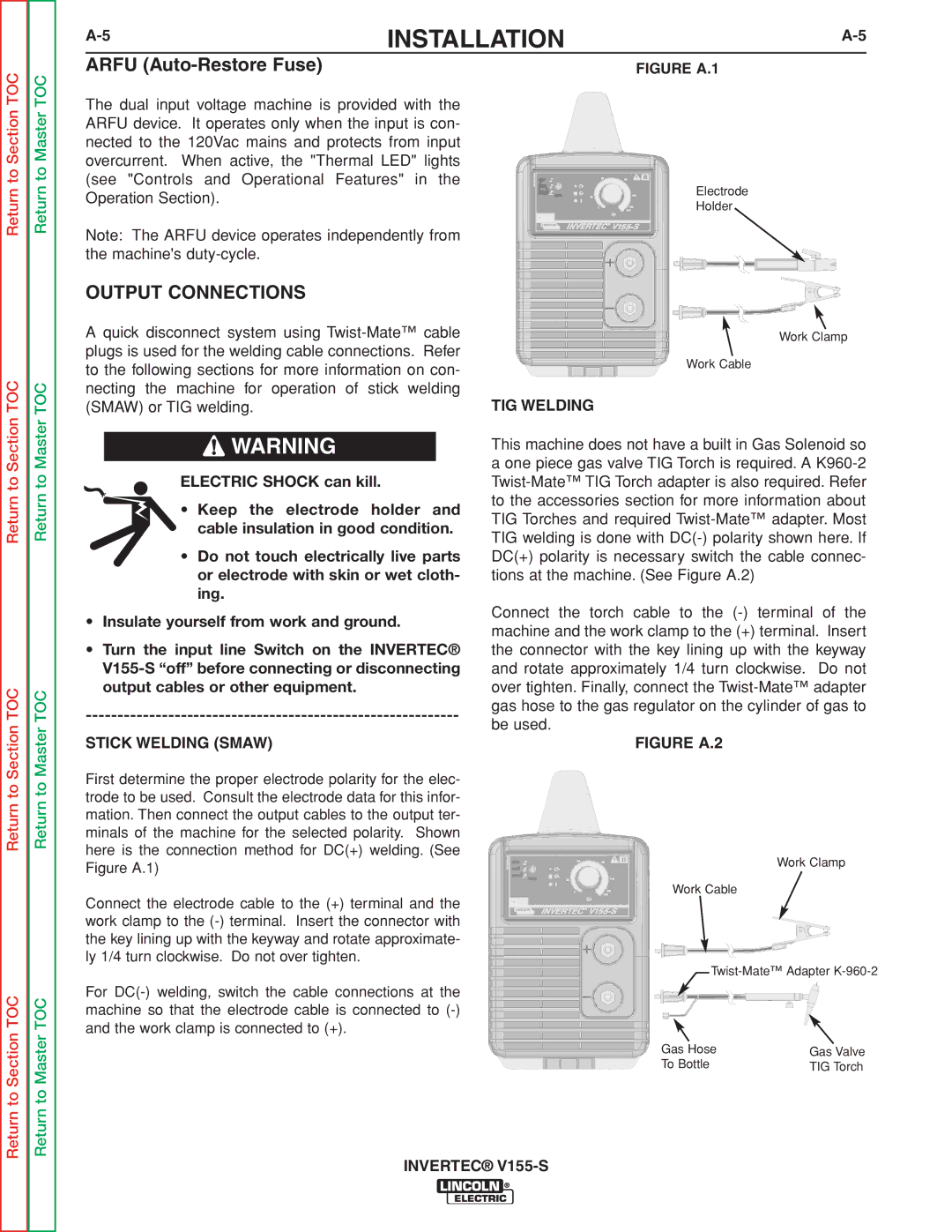
| FIGURE A.1 |
Return to Section TOC
Return to Section TOC
TOC
Return to Master TOC
Return to Master TOC
TOC
The dual input voltage machine is provided with the ARFU device. It operates only when the input is con- nected to the 120Vac mains and protects from input overcurrent. When active, the "Thermal LED" lights (see "Controls and Operational Features" in the Operation Section).
Note: The ARFU device operates independently from the machine's
OUTPUT CONNECTIONS
A quick disconnect system using
![]() WARNING
WARNING
ELECTRIC SHOCK can kill.
•Keep the electrode holder and cable insulation in good condition.
•Do not touch electrically live parts or electrode with skin or wet cloth- ing.
•Insulate yourself from work and ground.
•Turn the input line Switch on the INVERTEC®
Electrode
Holder
Work Clamp
Work Cable
TIG WELDING
This machine does not have a built in Gas Solenoid so a one piece gas valve TIG Torch is required. A
Connect the torch cable to the
Return to Section
Return to Section TOC
Return to Master
Return to Master TOC
STICK WELDING (SMAW)
First determine the proper electrode polarity for the elec- trode to be used. Consult the electrode data for this infor- mation. Then connect the output cables to the output ter- minals of the machine for the selected polarity. Shown here is the connection method for DC(+) welding. (See Figure A.1)
Connect the electrode cable to the (+) terminal and the work clamp to the
For
FIGURE A.2
Work Clamp
Work Cable
Gas Hose |
| Gas Valve |
To Bottle |
| TIG Torch |
|
|
|
INVERTEC®