6-10 Sample Materials
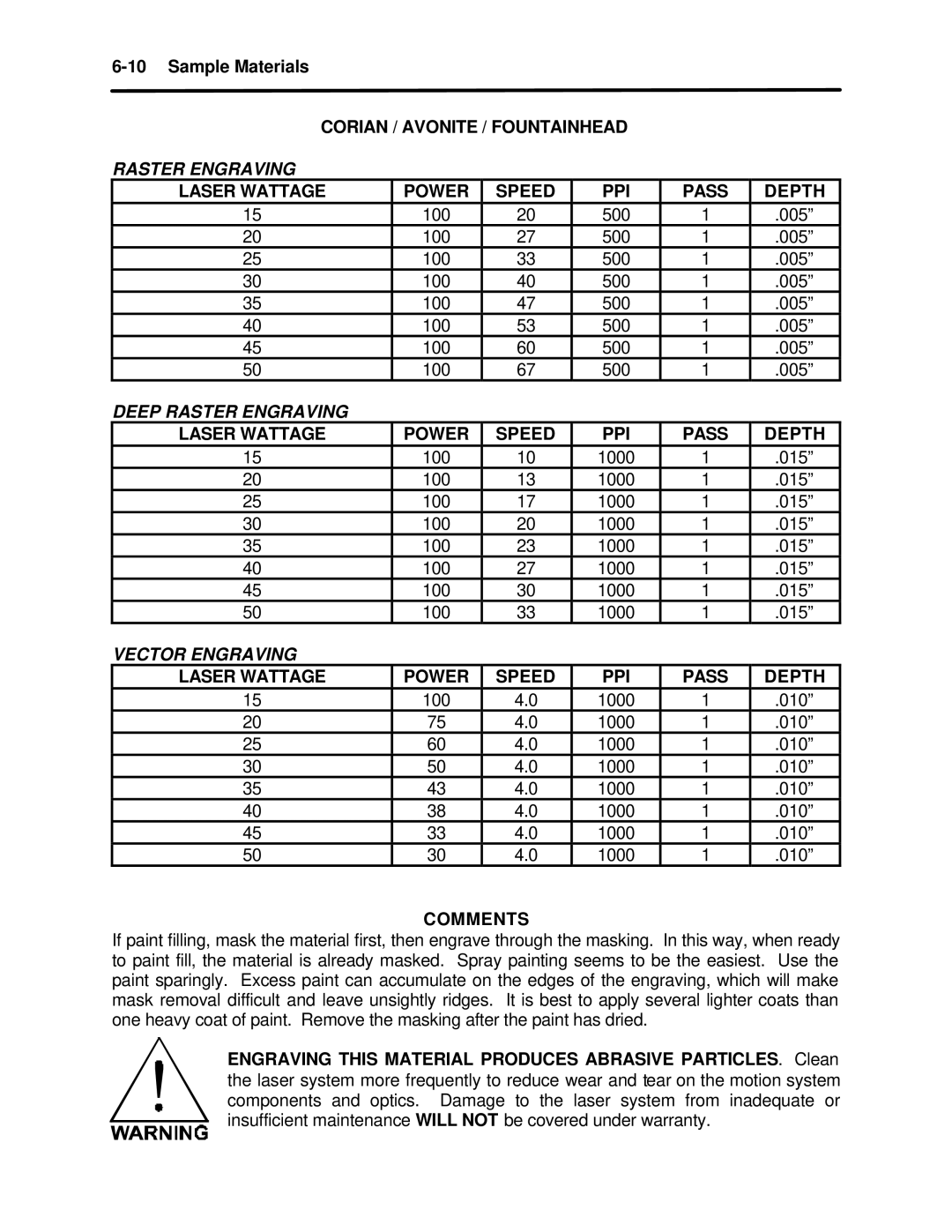
CORIAN / AVONITE / FOUNTAINHEAD
RASTER ENGRAVING
LASER WATTAGE | POWER | SPEED | PPI | PASS | DEPTH |
15 | 100 | 20 | 500 | 1 | .005” |
20 | 100 | 27 | 500 | 1 | .005” |
25 | 100 | 33 | 500 | 1 | .005” |
30 | 100 | 40 | 500 | 1 | .005” |
35 | 100 | 47 | 500 | 1 | .005” |
40 | 100 | 53 | 500 | 1 | .005” |
45 | 100 | 60 | 500 | 1 | .005” |
50 | 100 | 67 | 500 | 1 | .005” |
DEEP RASTER ENGRAVING |
|
|
|
|
|
LASER WATTAGE | POWER | SPEED | PPI | PASS | DEPTH |
15 | 100 | 10 | 1000 | 1 | .015” |
20 | 100 | 13 | 1000 | 1 | .015” |
25 | 100 | 17 | 1000 | 1 | .015” |
30 | 100 | 20 | 1000 | 1 | .015” |
35 | 100 | 23 | 1000 | 1 | .015” |
40 | 100 | 27 | 1000 | 1 | .015” |
45 | 100 | 30 | 1000 | 1 | .015” |
50 | 100 | 33 | 1000 | 1 | .015” |
VECTOR ENGRAVING |
|
|
|
|
|
LASER WATTAGE | POWER | SPEED | PPI | PASS | DEPTH |
15 | 100 | 4.0 | 1000 | 1 | .010” |
20 | 75 | 4.0 | 1000 | 1 | .010” |
25 | 60 | 4.0 | 1000 | 1 | .010” |
30 | 50 | 4.0 | 1000 | 1 | .010” |
35 | 43 | 4.0 | 1000 | 1 | .010” |
40 | 38 | 4.0 | 1000 | 1 | .010” |
45 | 33 | 4.0 | 1000 | 1 | .010” |
50 | 30 | 4.0 | 1000 | 1 | .010” |
COMMENTS
If paint filling, mask the material first, then engrave through the masking. In this way, when ready to paint fill, the material is already masked. Spray painting seems to be the easiest. Use the paint sparingly. Excess paint can accumulate on the edges of the engraving, which will make mask removal difficult and leave unsightly ridges. It is best to apply several lighter coats than one heavy coat of paint. Remove the masking after the paint has dried.
ENGRAVING THIS MATERIAL PRODUCES ABRASIVE PARTICLES. Clean the laser system more frequently to reduce wear and tear on the motion system components and optics. Damage to the laser system from inadequate or insufficient maintenance WILL NOT be covered under warranty.