OPERATION |
|
Return to Section TOC
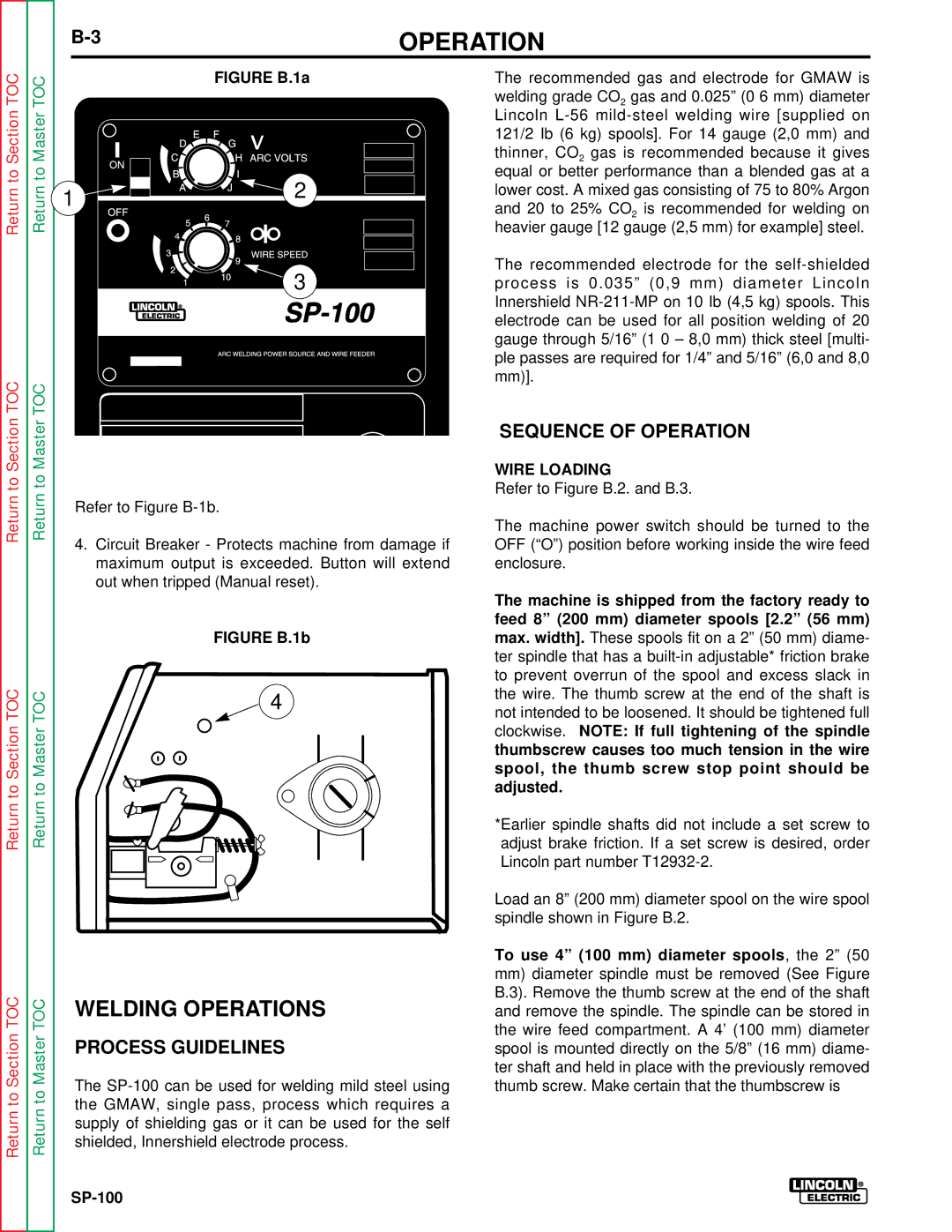
FIGURE B.1a
1 | 2 |
|
![]() 3
3
The recommended gas and electrode for GMAW is welding grade CO2 gas and 0.025” (0 6 mm) diameter Lincoln
The recommended electrode for the
Return to Section TOC
Return to Section TOC
Return to Section TOC
Return to Master TOC
Return to Master TOC
Return to Master TOC
Return to Master TOC
Refer to Figure
4.Circuit Breaker - Protects machine from damage if maximum output is exceeded. Button will extend out when tripped (Manual reset).
FIGURE B.1b
4
WELDING OPERATIONS
PROCESS GUIDELINES
The
SEQUENCE OF OPERATION
WIRE LOADING
Refer to Figure B.2. and B.3.
The machine power switch should be turned to the OFF (“O”) position before working inside the wire feed enclosure.
The machine is shipped from the factory ready to feed 8” (200 mm) diameter spools [2.2” (56 mm) max. width]. These spools fit on a 2” (50 mm) diame- ter spindle that has a
*Earlier spindle shafts did not include a set screw to adjust brake friction. If a set screw is desired, order Lincoln part number
Load an 8” (200 mm) diameter spool on the wire spool spindle shown in Figure B.2.
To use 4” (100 mm) diameter spools, the 2” (50
mm)diameter spindle must be removed (See Figure B.3). Remove the thumb screw at the end of the shaft and remove the spindle. The spindle can be stored in the wire feed compartment. A 4’ (100 mm) diameter spool is mounted directly on the 5/8” (16 mm) diame- ter shaft and held in place with the previously removed thumb screw. Make certain that the thumbscrew is