TOC
TOC
|
| OPERATION |
| |
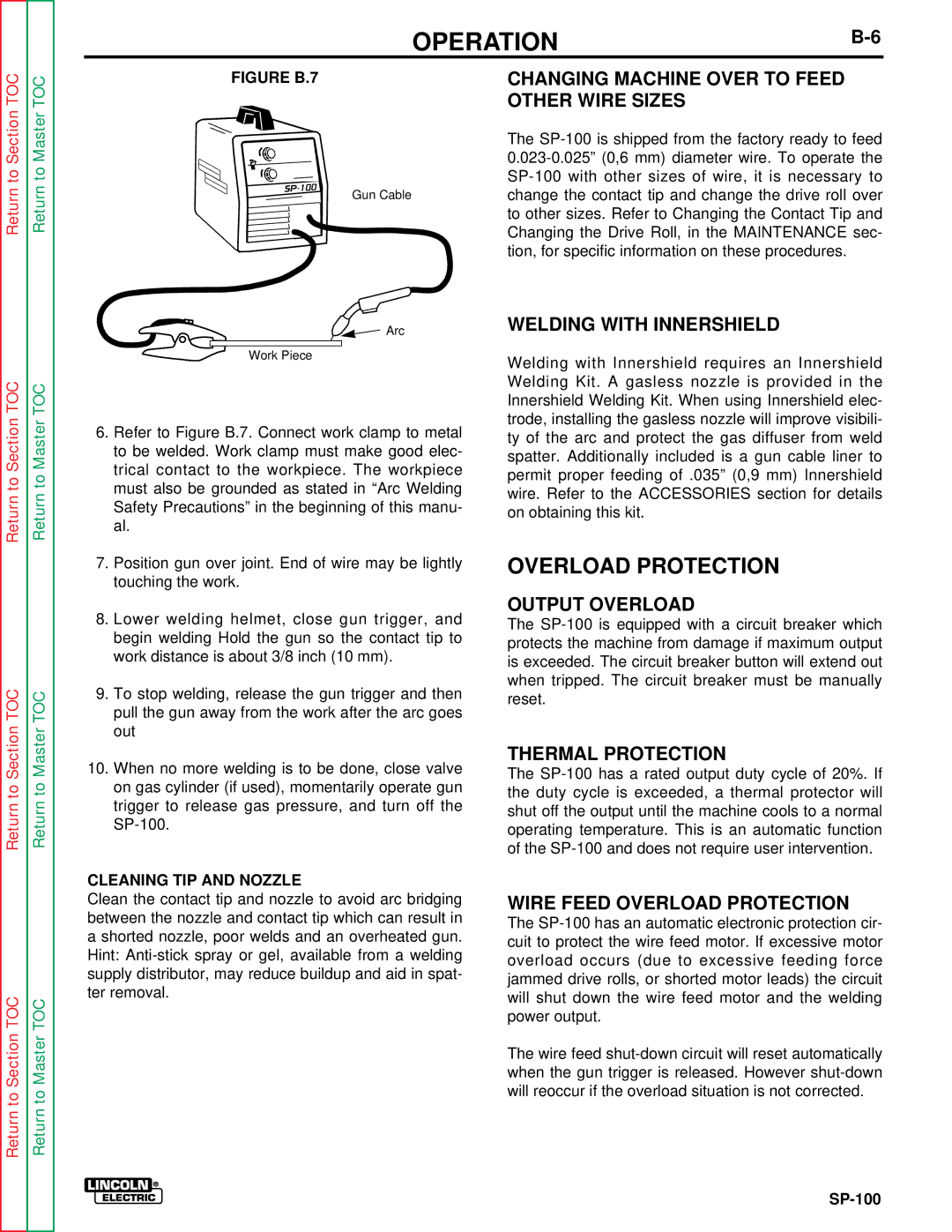
FIGURE B.7 | CHANGING MACHINE OVER TO FEED |
| ||
|
| OTHER WIRE SIZES |
| |
Return to Section
Return to Section TOC
Return to Master
Return to Master TOC
Gun Cable
![]() Arc
Arc
Work Piece
6.Refer to Figure B.7. Connect work clamp to metal to be welded. Work clamp must make good elec- trical contact to the workpiece. The workpiece must also be grounded as stated in “Arc Welding Safety Precautions” in the beginning of this manu- al.
7.Position gun over joint. End of wire may be lightly touching the work.
The
WELDING WITH INNERSHIELD
Welding with Innershield requires an Innershield Welding Kit. A gasless nozzle is provided in the Innershield Welding Kit. When using Innershield elec- trode, installing the gasless nozzle will improve visibili- ty of the arc and protect the gas diffuser from weld spatter. Additionally included is a gun cable liner to permit proper feeding of .035” (0,9 mm) Innershield wire. Refer to the ACCESSORIES section for details on obtaining this kit.
OVERLOAD PROTECTION
TOC
TOC
8.Lower welding helmet, close gun trigger, and begin welding Hold the gun so the contact tip to work distance is about 3/8 inch (10 mm).
9.To stop welding, release the gun trigger and then pull the gun away from the work after the arc goes out
OUTPUT OVERLOAD
The
Return to Section
Return to Section TOC
Return to Master
Return to Master TOC
10.When no more welding is to be done, close valve on gas cylinder (if used), momentarily operate gun trigger to release gas pressure, and turn off the
CLEANING TIP AND NOZZLE
Clean the contact tip and nozzle to avoid arc bridging between the nozzle and contact tip which can result in a shorted nozzle, poor welds and an overheated gun. Hint:
THERMAL PROTECTION
The
WIRE FEED OVERLOAD PROTECTION
The
The wire feed