SECTION 5 − SETTING SEQUENCE PARAMETERS
5-1. Sequence Parameters in a Program
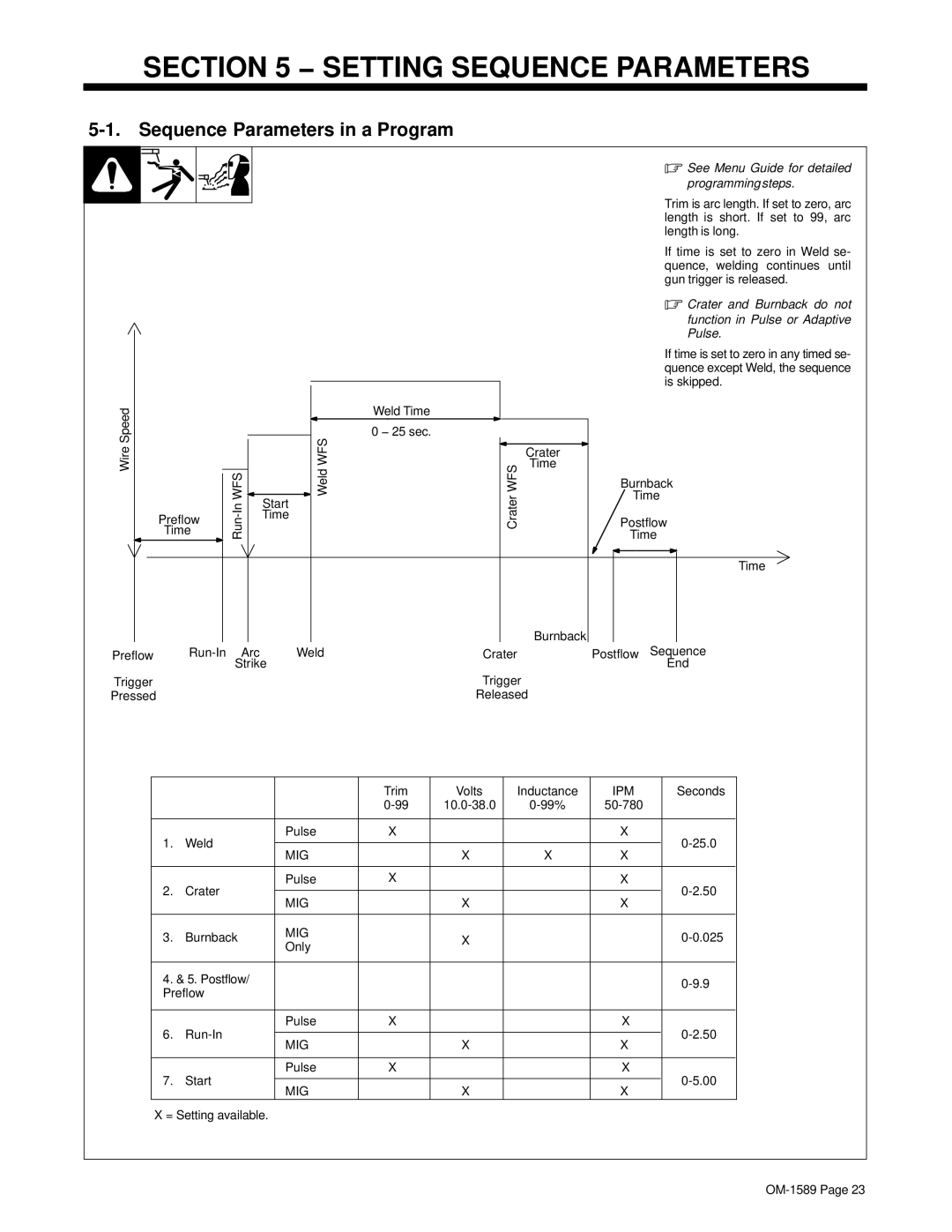
.See Menu Guide for detailed programming steps.
Trim is arc length. If set to zero, arc length is short. If set to 99, arc length is long.
If time is set to zero in Weld se- quence, welding continues until gun trigger is released.
.Crater and Burnback do not function in Pulse or Adaptive Pulse.
If time is set to zero in any timed se- quence except Weld, the sequence is skipped.
Wire Speed |
| WFS |
| Weld WFS |
|
|
| ||
|
| Start | ||
| Preflow | Time | ||
|
| |||
| Time |
|
|
|
|
|
|
|
|
Preflow | Weld | |
| Strike |
|
Trigger |
|
|
Pressed |
|
|
Weld Time
0 − 25 sec.
| Crater |
Crater WFS | Time |
| |
| Burnback |
Crater |
|
Trigger |
|
Released | |
Burnback | |
Time | |
Postflow | |
Time | |
| Time |
Postflow | Sequence |
| End |
|
|
| Trim | Volts | Inductance | IPM | Seconds |
|
|
|
| ||||
|
|
|
|
|
|
|
|
1. | Weld | Pulse | X |
|
| X | |
|
|
|
|
| |||
MIG |
| X | X | X | |||
|
|
|
| ||||
|
|
|
|
|
|
|
|
2. | Crater | Pulse | X |
|
| X | |
|
|
|
|
| |||
MIG |
| X |
| X | |||
|
|
|
|
| |||
|
|
|
|
|
|
|
|
3. | Burnback | MIG |
| X |
|
| |
Only |
|
|
| ||||
|
|
|
|
|
|
| |
|
|
|
|
|
|
| |
4. & 5. Postflow/ |
|
|
|
|
| ||
Preflow |
|
|
|
|
| ||
|
|
|
|
|
| ||
|
|
|
|
|
|
|
|
6. | Pulse | X |
|
| X | ||
|
|
|
|
| |||
MIG |
| X |
| X | |||
|
|
|
|
| |||
|
|
|
|
|
|
|
|
7. | Start | Pulse | X |
|
| X | |
|
|
|
|
| |||
MIG |
| X |
| X | |||
|
|
|
|
| |||
X = Setting available.