4-4. Crater Time Controls
1
2
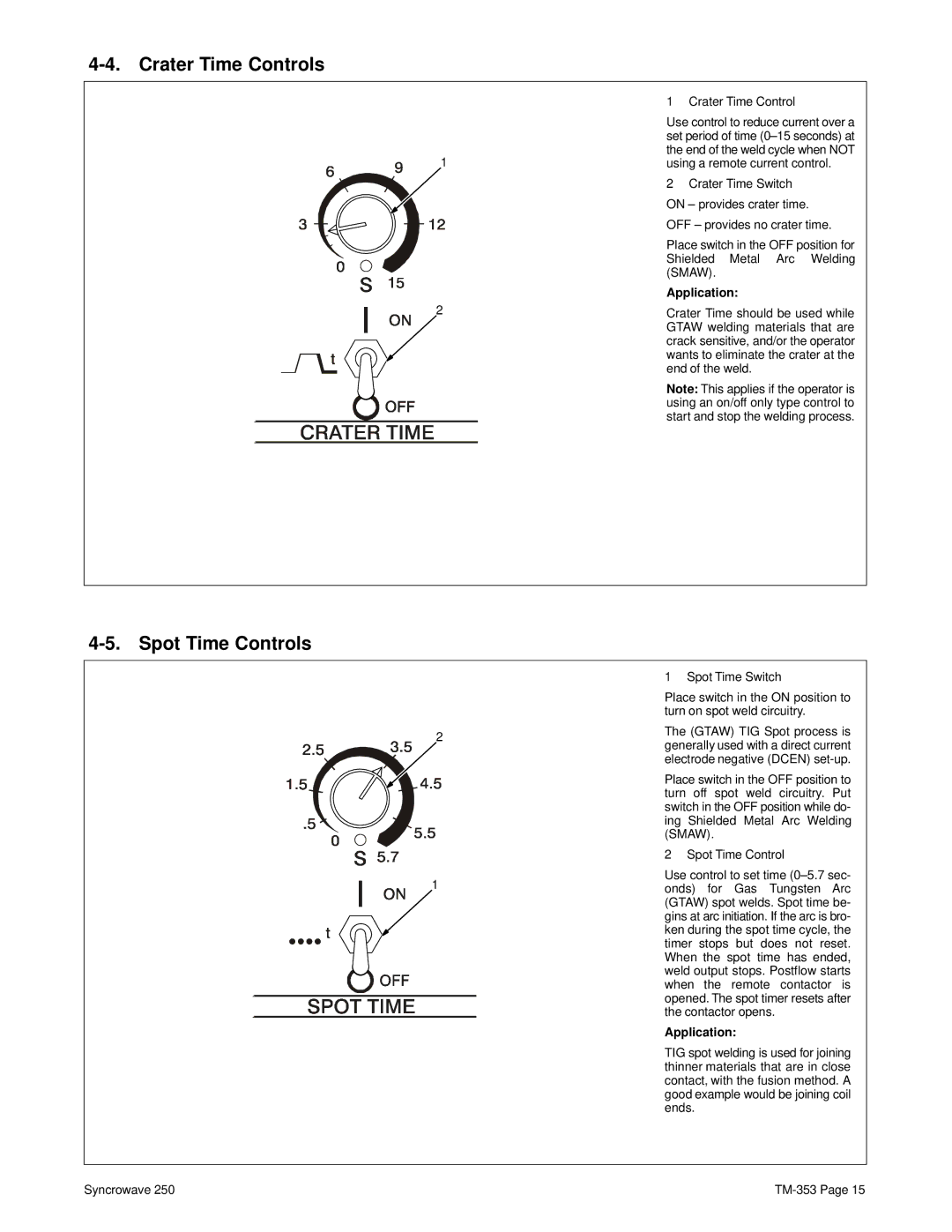
1 Crater Time Control
Use control to reduce current over a set period of time
2 Crater Time Switch
ON – provides crater time.
OFF – provides no crater time.
Place switch in the OFF position for Shielded Metal Arc Welding (SMAW).
Application:
Crater Time should be used while GTAW welding materials that are crack sensitive, and/or the operator wants to eliminate the crater at the end of the weld.
Note: This applies if the operator is using an on/off only type control to start and stop the welding process.
4-5. Spot Time Controls
2
1
1 Spot Time Switch
Place switch in the ON position to turn on spot weld circuitry.
The (GTAW) TIG Spot process is generally used with a direct current electrode negative (DCEN)
Place switch in the OFF position to turn off spot weld circuitry. Put switch in the OFF position while do- ing Shielded Metal Arc Welding (SMAW).
2 Spot Time Control
Use control to set time
Application:
TIG spot welding is used for joining thinner materials that are in close contact, with the fusion method. A good example would be joining coil ends.
Syncrowave 250 |