4-6. AC Balance Control
1
Setting | Output Waveforms | Arc |
Balanced | 50% Electrode |
|
3 | Positive |
|
| 50% Electrode |
|
| Negative |
|
More Penetration | 32% Electrode |
| |
| Positive |
| 68% Electrode |
10 | Negative |
More Cleaning | 55% Electrode |
| |
| Positive |
| 45% Electrode |
0 | Negative |
|
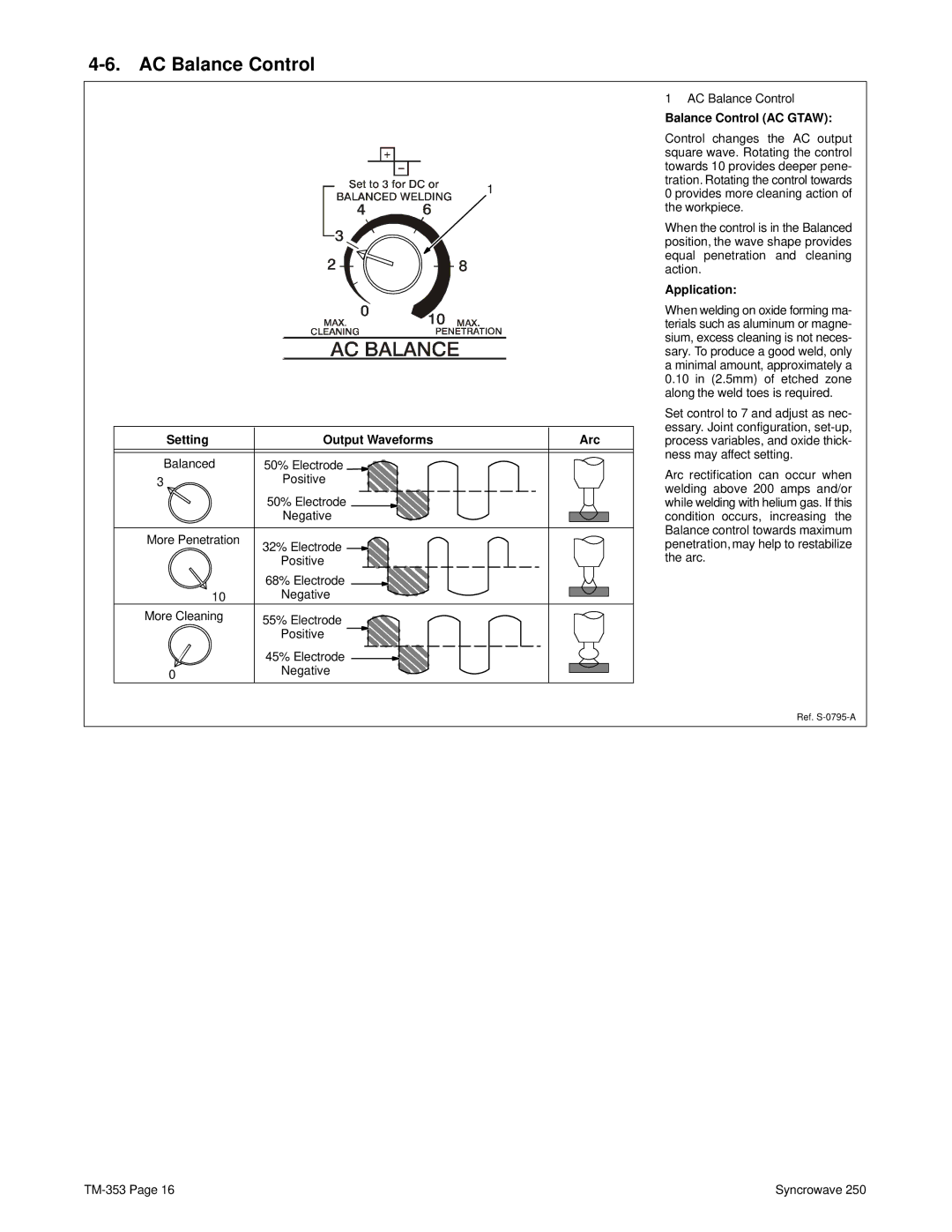
1 AC Balance Control
Balance Control (AC GTAW):
Control changes the AC output square wave. Rotating the control towards 10 provides deeper pene- tration. Rotating the control towards 0 provides more cleaning action of the workpiece.
When the control is in the Balanced position, the wave shape provides equal penetration and cleaning action.
Application:
When welding on oxide forming ma- terials such as aluminum or magne- sium, excess cleaning is not neces- sary. To produce a good weld, only a minimal amount, approximately a
0.10in (2.5mm) of etched zone along the weld toes is required.
Set control to 7 and adjust as nec- essary. Joint configuration,
Arc rectification can occur when welding above 200 amps and/or while welding with helium gas. If this condition occurs, increasing the Balance control towards maximum penetration, may help to restabilize the arc.
Ref.
Syncrowave 250 |