4-9. Arc Controls
1
2
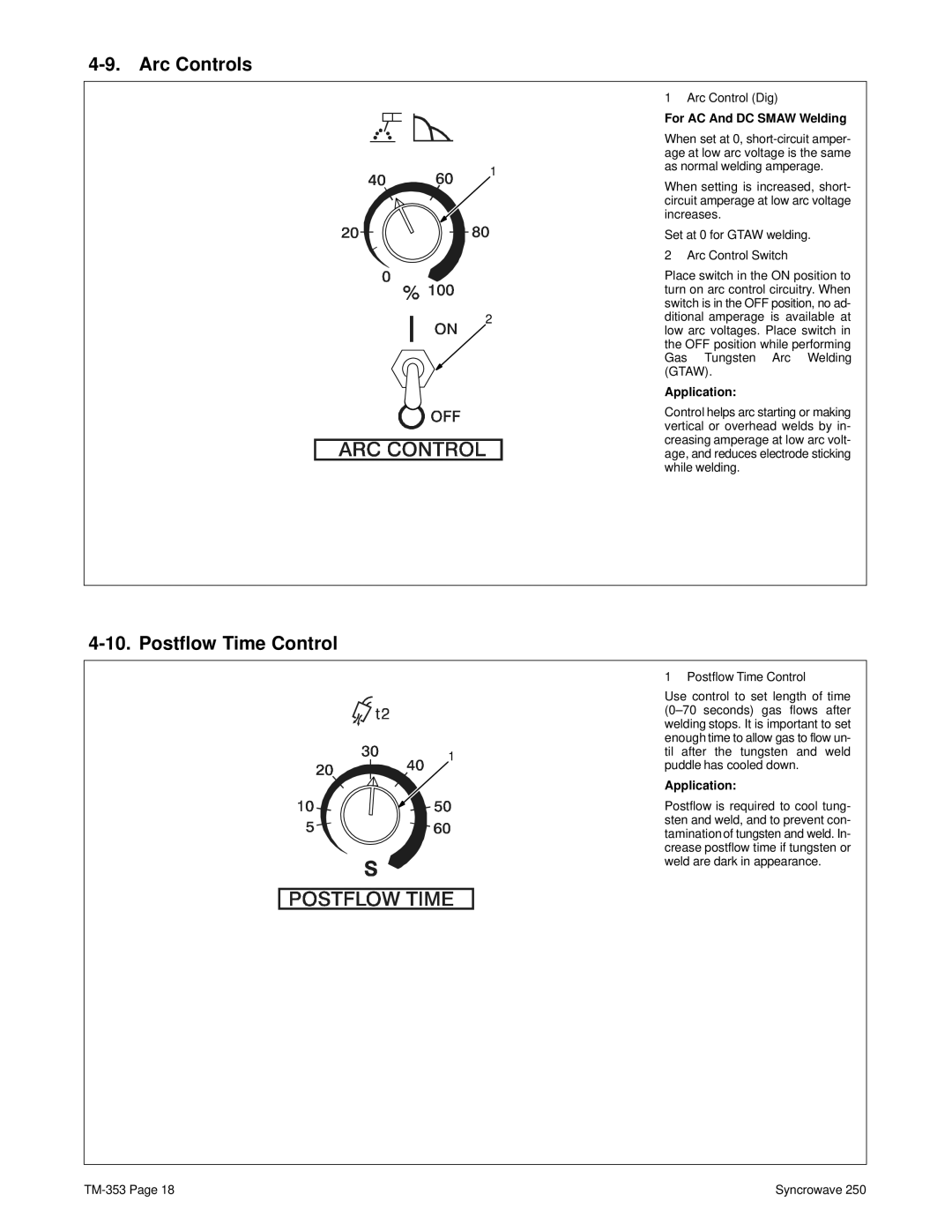
1 Arc Control (Dig)
For AC And DC SMAW Welding
When set at 0,
When setting is increased, short- circuit amperage at low arc voltage increases.
Set at 0 for GTAW welding.
2 Arc Control Switch
Place switch in the ON position to turn on arc control circuitry. When switch is in the OFF position, no ad- ditional amperage is available at low arc voltages. Place switch in the OFF position while performing Gas Tungsten Arc Welding (GTAW).
Application:
Control helps arc starting or making vertical or overhead welds by in- creasing amperage at low arc volt- age, and reduces electrode sticking while welding.
4-10. Postflow Time Control
1 Postflow Time Control
Use control to set length of time
1til after the tungsten and weld puddle has cooled down.
Application:
Postflow is required to cool tung- sten and weld, and to prevent con- tamination of tungsten and weld. In- crease postflow time if tungsten or weld are dark in appearance.
Syncrowave 250 |