4-11. High Frequency Controls
1
2
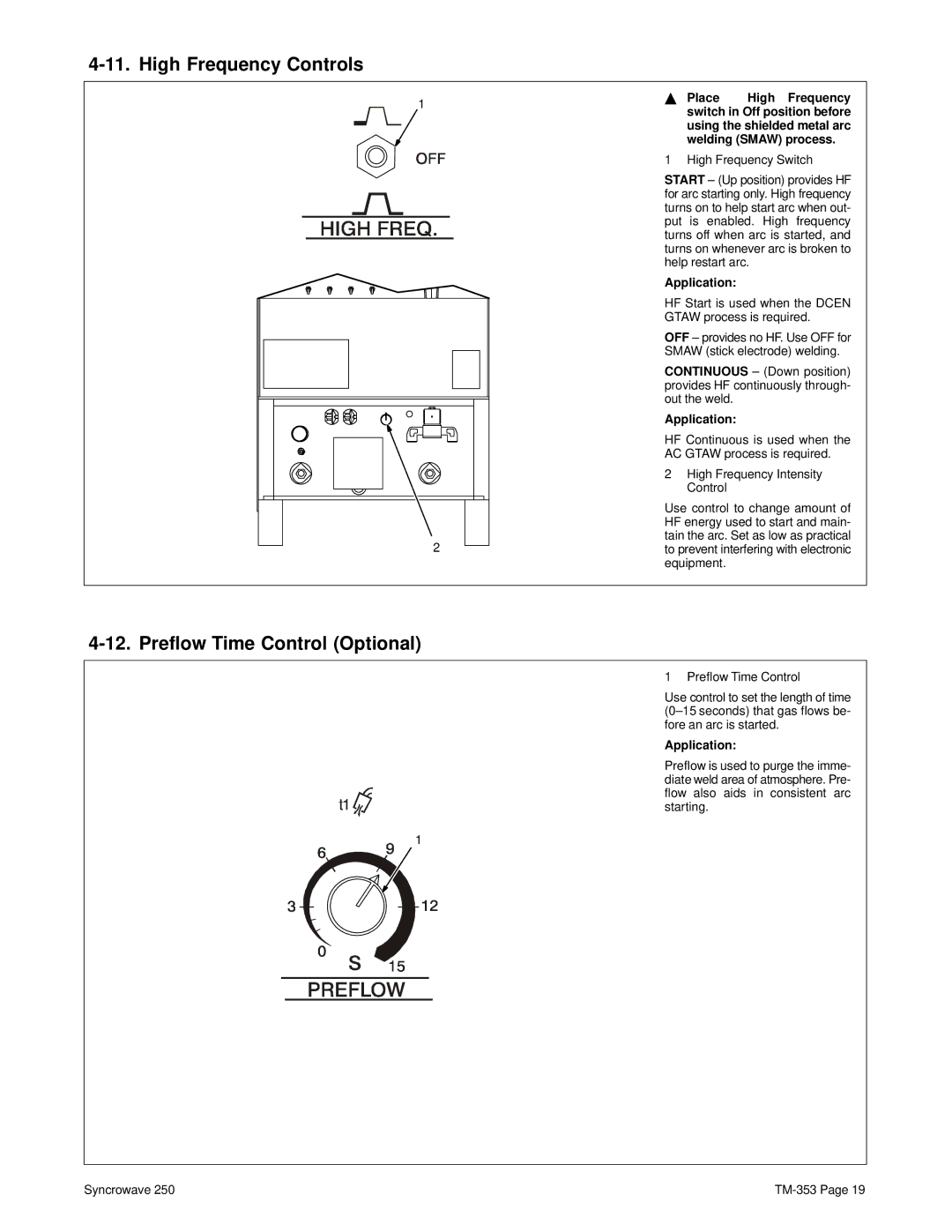
Y Place High Frequency switch in Off position before using the shielded metal arc welding (SMAW) process.
1 High Frequency Switch
START – (Up position) provides HF for arc starting only. High frequency turns on to help start arc when out- put is enabled. High frequency turns off when arc is started, and turns on whenever arc is broken to help restart arc.
Application:
HF Start is used when the DCEN GTAW process is required.
OFF – provides no HF. Use OFF for SMAW (stick electrode) welding.
CONTINUOUS – (Down position) provides HF continuously through- out the weld.
Application:
HF Continuous is used when the AC GTAW process is required.
2High Frequency Intensity Control
Use control to change amount of HF energy used to start and main- tain the arc. Set as low as practical to prevent interfering with electronic equipment.
4-12. Preflow Time Control (Optional)
1 Preflow Time Control
Use control to set the length of time
Application:
Preflow is used to purge the imme- diate weld area of atmosphere. Pre- flow also aids in consistent arc starting.
1
Syncrowave 250 |