For Machines Mfg. Since 8/09 | O P E R A T I O N | Model SB1017 |
Blade Pitch (TPI)
The chart below is a basic starting point for choosing teeth per inch (TPI) for variable pitch blades and standard raker set
To select the correct blade pitch:
1.Measure the material thickness. This measurement is the distance from where each tooth enters the workpiece to where it exits the workpiece.
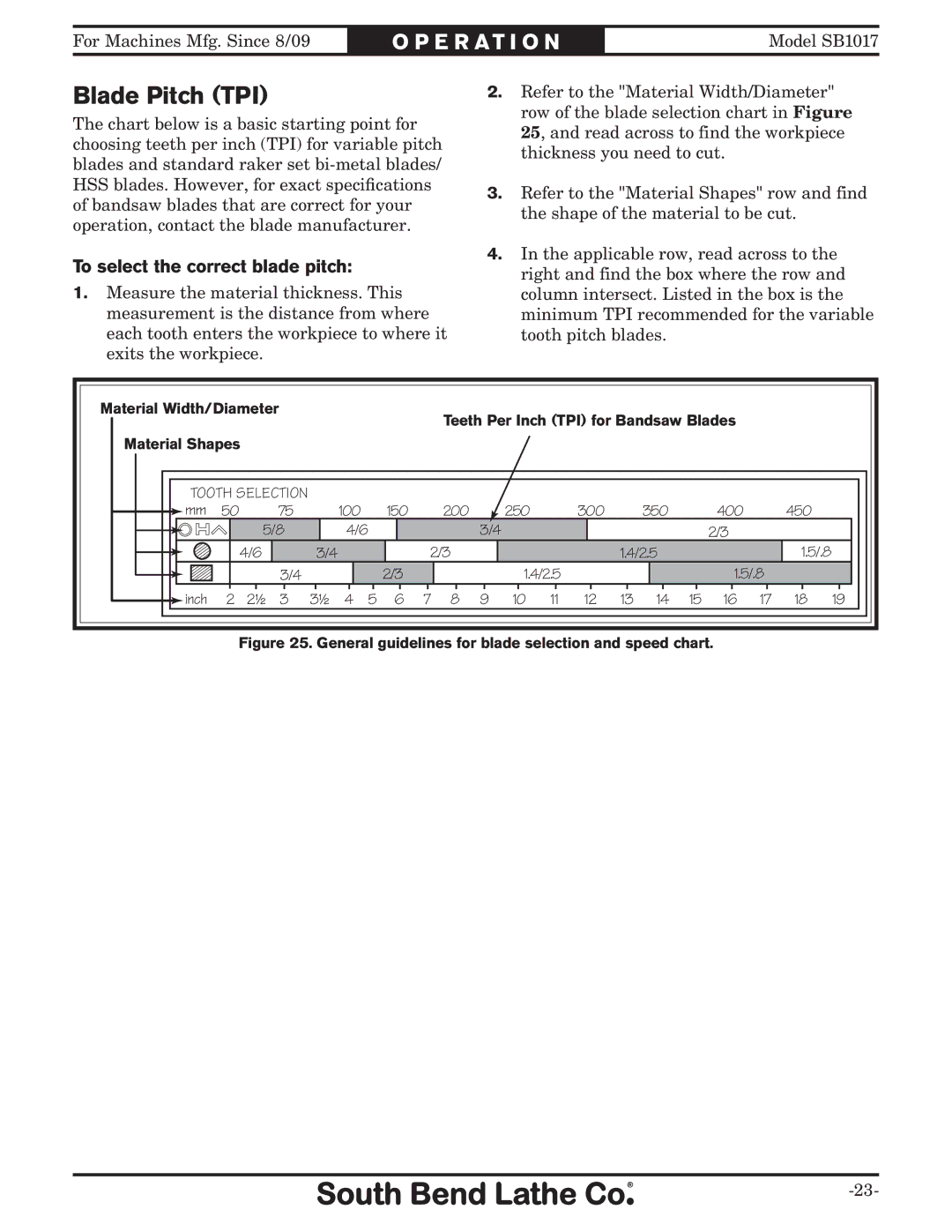
2.Refer to the "Material Width/Diameter" row of the blade selection chart in Figure 25, and read across to find the workpiece thickness you need to cut.
3.Refer to the "Material Shapes" row and find the shape of the material to be cut.
4.In the applicable row, read across to the right and find the box where the row and column intersect. Listed in the box is the minimum TPI recommended for the variable tooth pitch blades.
Material Width/Diameter |
|
|
|
|
| Teeth Per Inch (TPI) for Bandsaw Blades |
|
|
| |||||||||||
|
|
|
|
|
|
|
|
|
|
|
| |||||||||
Material Shapes |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
TOOTH SELECTION |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||
mm | 50 |
| 75 |
| 100 |
| 150 |
| 200 |
| 250 |
| 300 |
| 350 |
| 400 |
| 450 |
|
|
| 5/8 |
| 4/6 |
|
|
| 3/4 |
|
|
|
|
|
| 2/3 |
|
|
| ||
|
| 4/6 |
| 3/4 |
|
|
| 2/3 |
|
|
|
| 1.4/2.5 |
|
|
| 1.5/.8 |
| ||
|
|
| 3/4 |
|
|
| 2/3 |
|
|
| 1.4/2.5 |
|
|
|
| 1.5/.8 |
|
| ||
inch | 2 | 2½ | 3 | 3½ | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 |