ACCESSORIES
Return to Section TOC
CONNECTION OF THE
1.Shut the welder off.
2.Connect the electrode cable from the
NOTE: Welding cable must be sized for current and duty cycle of application.
3.Attach the single lead from the
CAUTION
If you are using an
4.Set the MODE switch to “CV.”
5.Adjust wire feed speed at the
6.Adjust the HOT START CONTROL to the desired level. (Use “O” for fine wire.)
7.Set VOLTMETER switch to the positive position.
Return to Section TOC
Return to Section TOC
Return to Section TOC
Return to Master TOC
Return to Master TOC
Return to Master TOC
Return to Master TOC
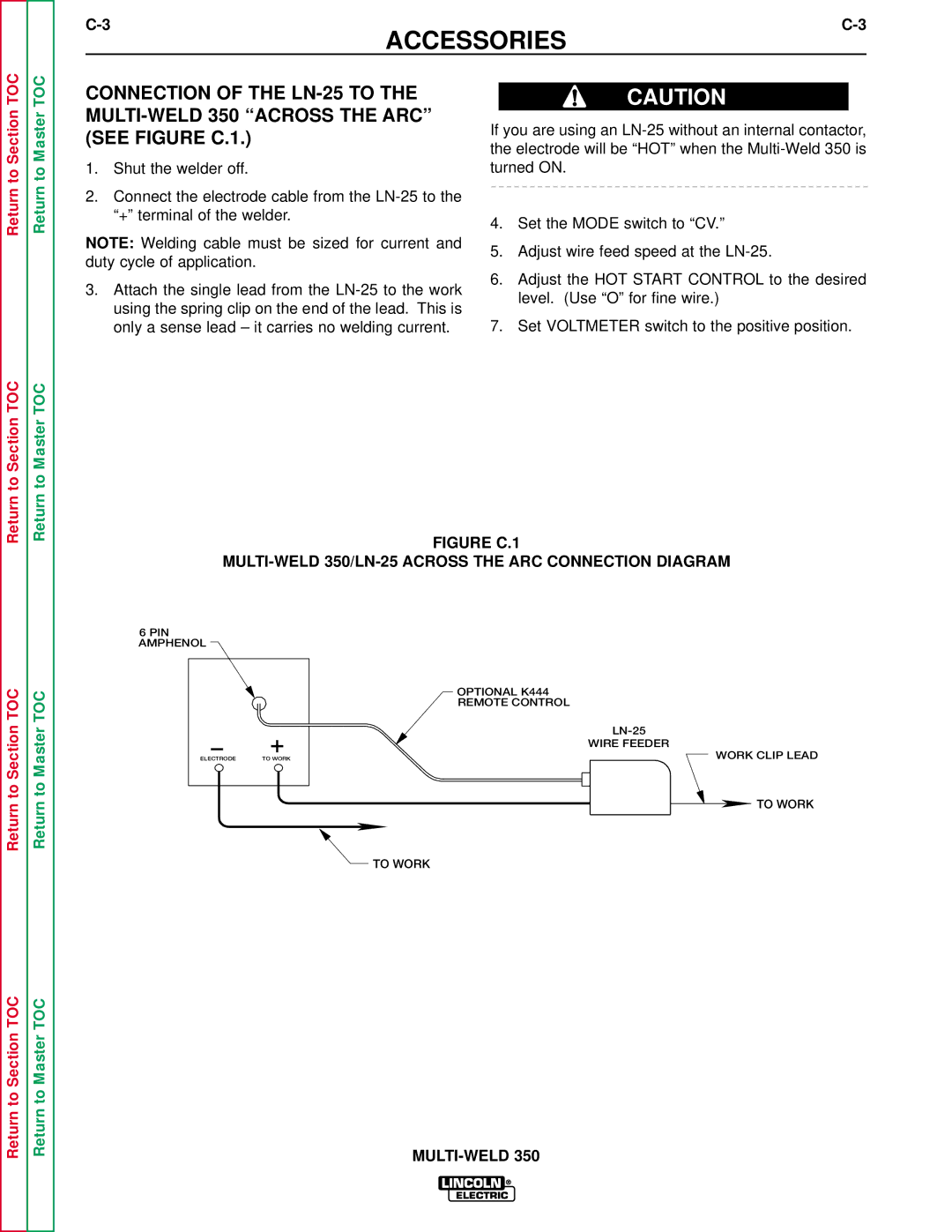
FIGURE C.1
MULTI-WELD 350/LN-25 ACROSS THE ARC CONNECTION DIAGRAM
6 PIN AMPHENOL
|
| OPTIONAL K444 |
|
| REMOTE CONTROL |
|
| |
|
| WIRE FEEDER |
ELECTRODE | TO WORK | WORK CLIP LEAD |
 TO WORK
TO WORK
TO WORK