THEORY OF OPERATION | ||
|
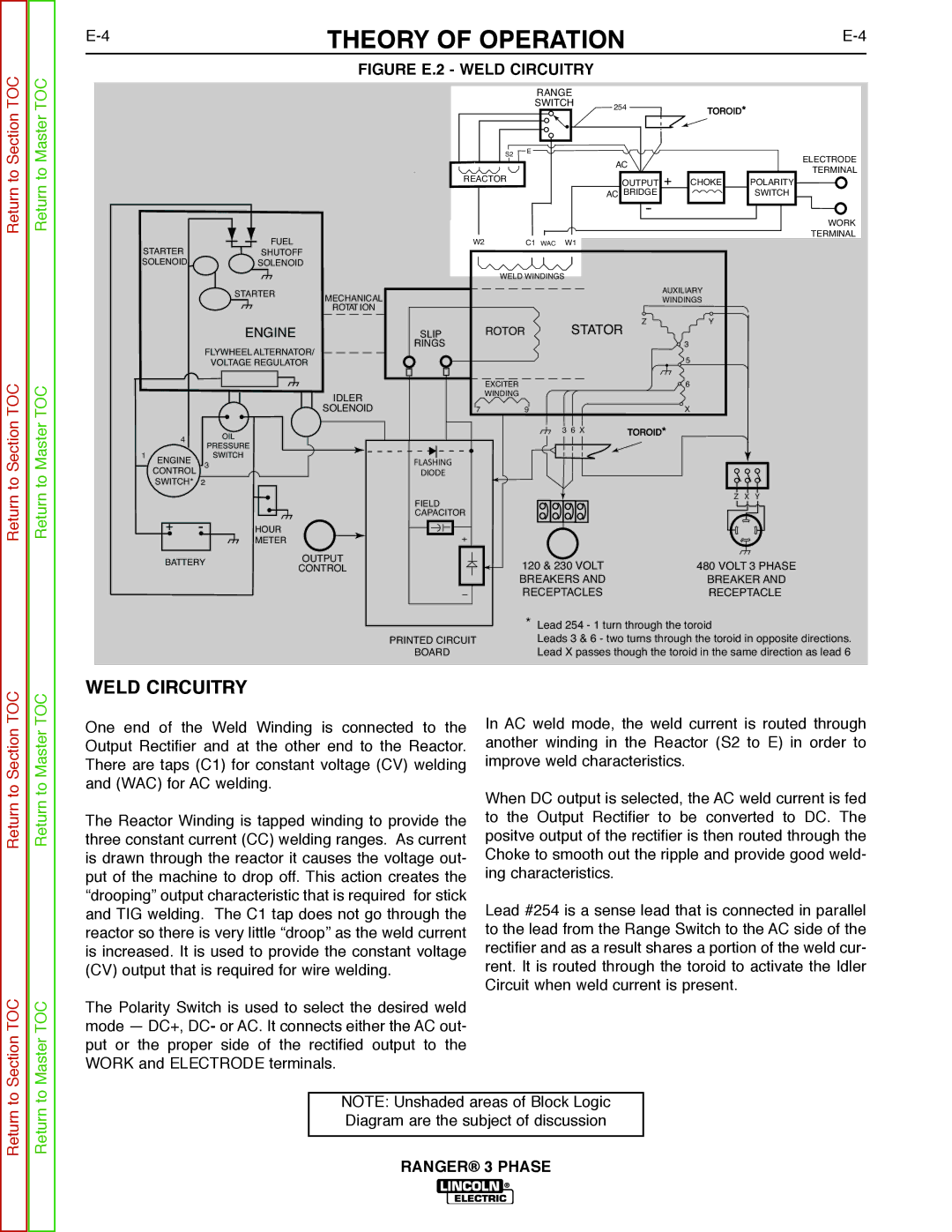
FIGURE E.2 - WELD CIRCUITRY
Return to Master TOC
STARTER | FUEL |
|
SHUTOFF |
| |
SOLENOID | SOLENOID |
|
| STARTER | MECHANICAL |
|
| ROTAT ION |
| RANGE |
|
|
|
| SWITCH | 254 | TOROID* |
|
|
|
| ||
S2 | E |
|
|
|
| AC |
|
| |
|
|
|
| |
REACTOR |
| OUTPUT + | CHOKE | POLARITY |
|
| AC BRIDGE |
| SWITCH |
|
|
|
| |
W2 | C1 WAC W1 |
|
|
|
WELD WINDINGS |
|
|
| |
AUXILIARY
WINDINGS
ELECTRODE TERMINAL
WORK TERMINAL
Return to Master TOC
|
|
| ENGINE |
|
| FLYWHEEL ALTERNATOR/ | |
|
|
| VOLTAGE REGULATOR |
|
|
| IDLER |
|
|
| SOLENOID |
| 4 |
| OIL |
1 |
|
| PRESSURE |
ENGINE |
| SWITCH | |
| 3 | ||
| CONTROL | ||
| SWITCH* | 2 |
|
| + | - | HOUR |
|
|
| METER |
| BATTERY | OUTPUT | |
|
|
| CONTROL |
SLIP
RINGS
FLASHING
DIODE
FIELD CAPACITOR
| ROTOR | STATOR | Z | Y |
|
| 3 | ||
|
|
|
| |
|
|
|
| 5 |
| EXCITER |
|
| 6 |
| WINDING |
|
|
|
7 | 9 |
|
| X |
|
| 3 6 X | TOROID* |
|
Z X Y
120 & 230 VOLT | 480 VOLT 3 PHASE |
BREAKERS AND | BREAKER AND |
RECEPTACLES | RECEPTACLE |
Return to Section TOC
Return to Section TOC
* | Lead 254 - 1 turn through the toroid |
PRINTED CIRCUIT | Leads 3 & 6 - two turns through the toroid in opposite directions. |
BOARD | Lead X passes though the toroid in the same direction as lead 6 |
Return to Section TOC
Section TOC
Return to Master TOC
Master TOC
WELD CIRCUITRY
One end of the Weld Winding is connected to the Output Rectifier and at the other end to the Reactor. There are taps (C1) for constant voltage (CV) welding and (WAC) for AC welding.
The Reactor Winding is tapped winding to provide the three constant current (CC) welding ranges. As current is drawn through the reactor it causes the voltage out- put of the machine to drop off. This action creates the “drooping” output characteristic that is required for stick and TIG welding. The C1 tap does not go through the reactor so there is very little “droop” as the weld current is increased. It is used to provide the constant voltage (CV) output that is required for wire welding.
The Polarity Switch is used to select the desired weld mode — DC+, DC- or AC. It connects either the AC out- put or the proper side of the rectified output to the WORK and ELECTRODE terminals.
In AC weld mode, the weld current is routed through another winding in the Reactor (S2 to E) in order to improve weld characteristics.
When DC output is selected, the AC weld current is fed to the Output Rectifier to be converted to DC. The positve output of the rectifier is then routed through the Choke to smooth out the ripple and provide good weld- ing characteristics.
Lead #254 is a sense lead that is connected in parallel to the lead from the Range Switch to the AC side of the rectifier and as a result shares a portion of the weld cur- rent. It is routed through the toroid to activate the Idler Circuit when weld current is present.
Return to
Return to
NOTE: Unshaded areas of Block Logic Diagram are the subject of discussion