.A complete Parts List is available at www.MillerWelds.com
5-5. Setting Hot Start (Aluminum Pulse Only) Parameters
.The factory default setting for Hot Start is “Auto” on 350P models. The Auto setting has
preset parameters. Hot Start can also be set to “On” (manual) for customized settings or made inactive when set to Off.
2
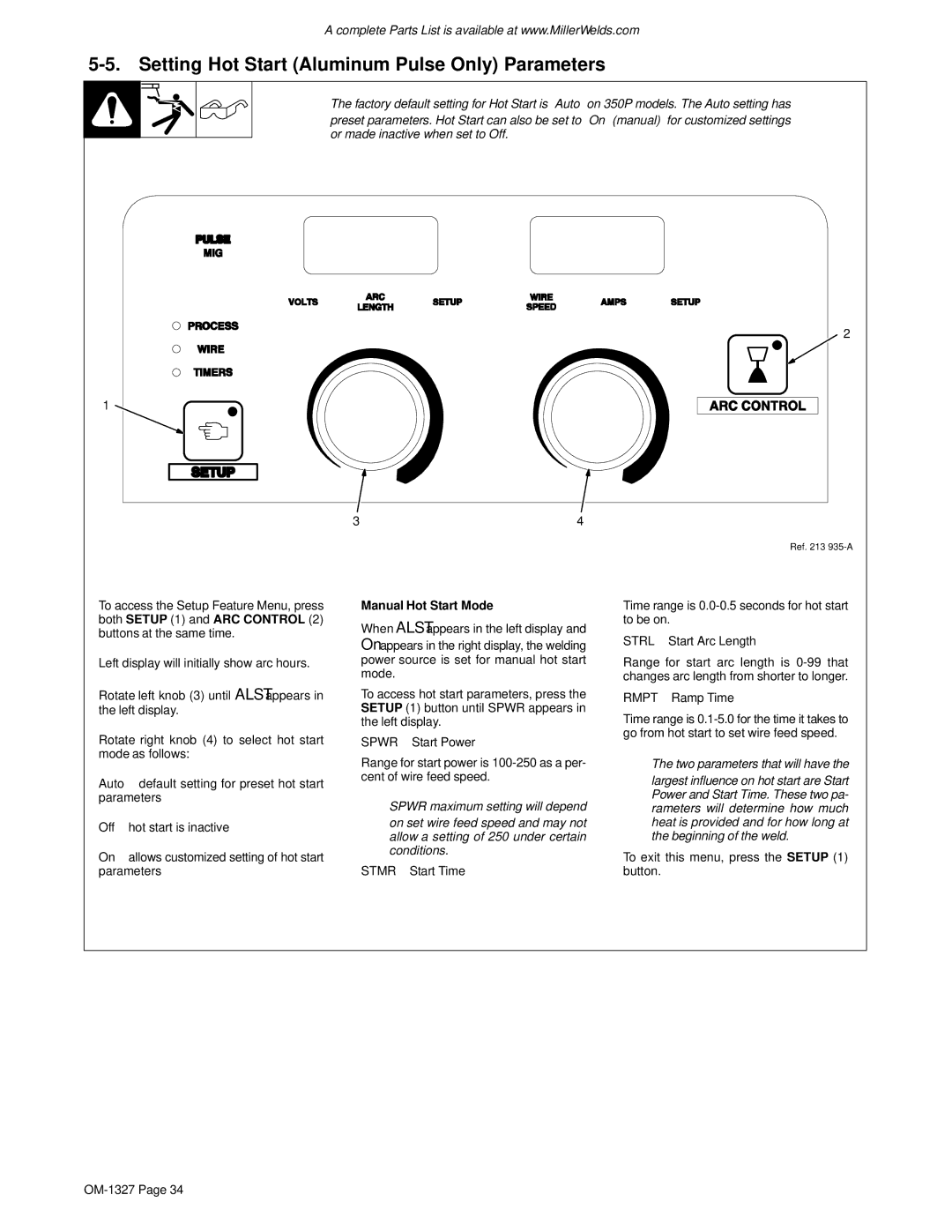
1 ![]()
3 | 4 |
Ref. 213
To access the Setup Feature Menu, press both SETUP (1) and ARC CONTROL (2) buttons at the same time.
Left display will initially show arc hours.
Rotate left knob (3) until ALST appears in the left display.
Rotate right knob (4) to select hot start mode as follows:
Auto − default setting for preset hot start parameters
Off − hot start is inactive
On − allows customized setting of hot start parameters
Manual Hot Start Mode
When ALST appears in the left display and
On appears in the right display, the welding power source is set for manual hot start mode.
To access hot start parameters, press the SETUP (1) button until SPWR appears in the left display.
SPWR − Start Power
Range for start power is
.SPWR maximum setting will depend
on set wire feed speed and may not allow a setting of 250 under certain conditions.
STMR − Start Time
Time range is
STRL − Start Arc Length
Range for start arc length is
RMPT − Ramp Time
Time range is
.The two parameters that will have the
largest influence on hot start are Start Power and Start Time. These two pa- rameters will determine how much heat is provided and for how long at the beginning of the weld.