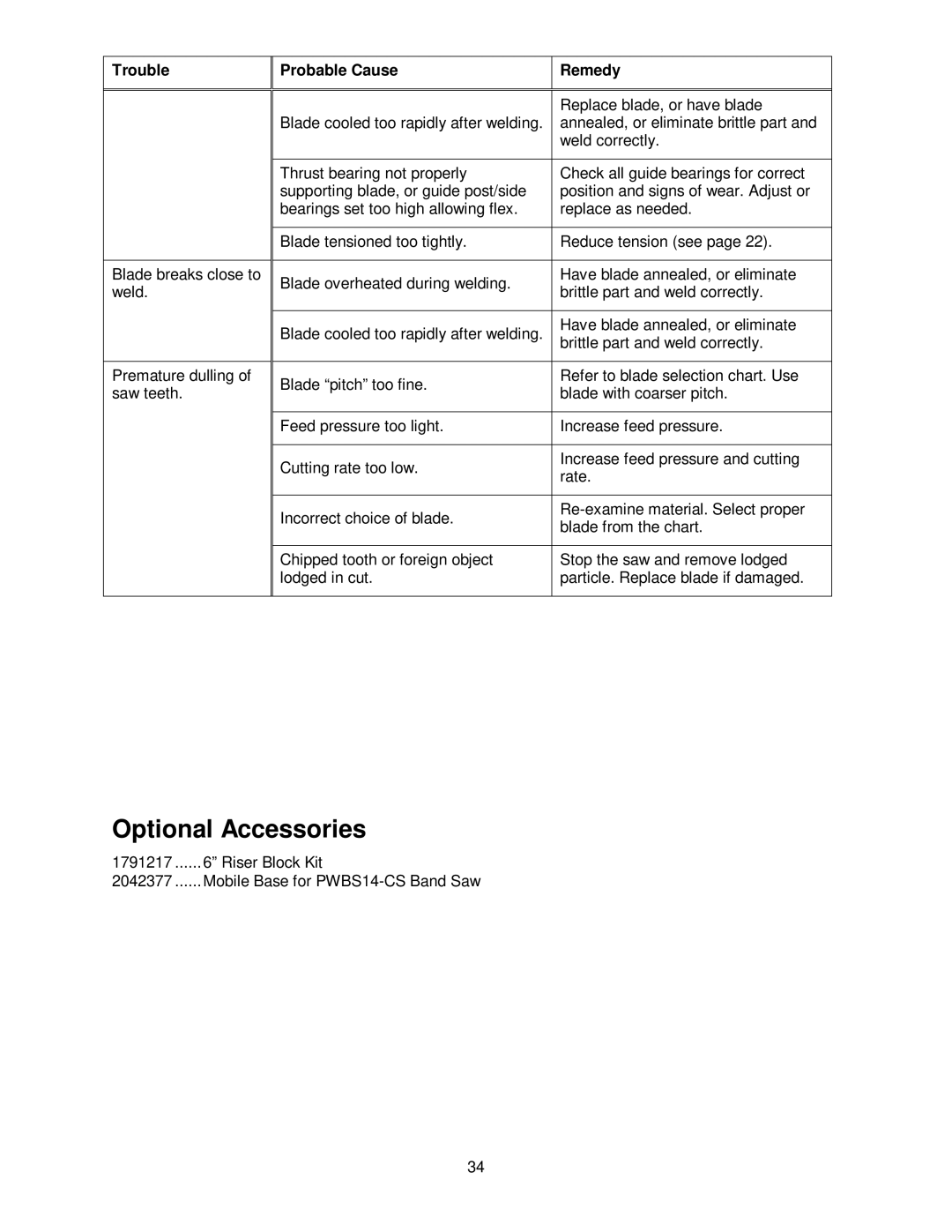
Trouble | Probable Cause | Remedy | |
|
|
| |
|
| Replace blade, or have blade | |
| Blade cooled too rapidly after welding. | annealed, or eliminate brittle part and | |
|
| weld correctly. | |
|
|
| |
| Thrust bearing not properly | Check all guide bearings for correct | |
| supporting blade, or guide post/side | position and signs of wear. Adjust or | |
| bearings set too high allowing flex. | replace as needed. | |
|
|
| |
| Blade tensioned too tightly. | Reduce tension (see page 22). | |
|
|
| |
Blade breaks close to | Blade overheated during welding. | Have blade annealed, or eliminate | |
weld. | brittle part and weld correctly. | ||
| |||
|
|
| |
| Blade cooled too rapidly after welding. | Have blade annealed, or eliminate | |
| brittle part and weld correctly. | ||
|
| ||
|
|
| |
Premature dulling of | Blade “pitch” too fine. | Refer to blade selection chart. Use | |
saw teeth. | blade with coarser pitch. | ||
| |||
|
|
| |
| Feed pressure too light. | Increase feed pressure. | |
|
|
| |
| Cutting rate too low. | Increase feed pressure and cutting | |
| rate. | ||
|
| ||
|
|
| |
| Incorrect choice of blade. | ||
| blade from the chart. | ||
|
| ||
|
|
| |
| Chipped tooth or foreign object | Stop the saw and remove lodged | |
| lodged in cut. | particle. Replace blade if damaged. | |
|
|
|
Optional Accessories
1791217 ......6” Riser Block Kit
2042377 ......Mobile Base for
34