For Machines Mfg. Since 8/11 | TROU B LESHOOTI NG | Model SB1001 8K™ Lathe |
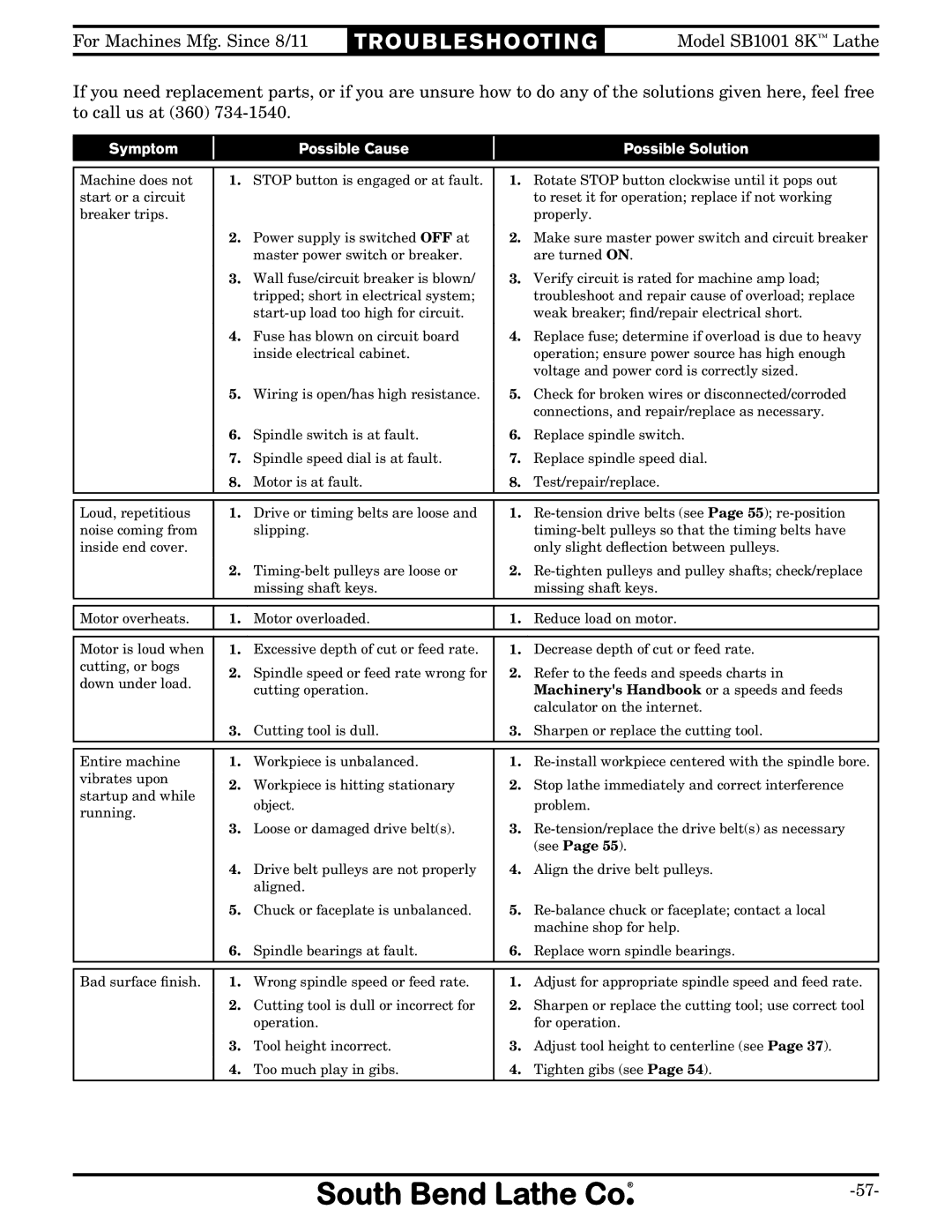
If you need replacement parts, or if you are unsure how to do any of the solutions given here, feel free to call us at (360)
Symptom
Possible Cause
Possible Solution
Machine does not start or a circuit breaker trips.
1.STOP button is engaged or at fault.
2.Power supply is switched OFF at master power switch or breaker.
3.Wall fuse/circuit breaker is blown/ tripped; short in electrical system;
4.Fuse has blown on circuit board inside electrical cabinet.
5.Wiring is open/has high resistance.
6.Spindle switch is at fault.
7.Spindle speed dial is at fault.
8.Motor is at fault.
1.Rotate STOP button clockwise until it pops out to reset it for operation; replace if not working properly.
2.Make sure master power switch and circuit breaker are turned ON.
3.Verify circuit is rated for machine amp load; troubleshoot and repair cause of overload; replace weak breaker; find/repair electrical short.
4.Replace fuse; determine if overload is due to heavy operation; ensure power source has high enough voltage and power cord is correctly sized.
5.Check for broken wires or disconnected/corroded connections, and repair/replace as necessary.
6.Replace spindle switch.
7.Replace spindle speed dial.
8.Test/repair/replace.
Loud, repetitious | 1. | Drive or timing belts are loose and | 1. | ||
noise coming from |
| slipping. |
| ||
inside end cover. |
|
|
| only slight deflection between pulleys. | |
| 2. | 2. | |||
|
| missing shaft keys. |
| missing shaft keys. | |
|
|
|
|
| |
Motor overheats. | 1. | Motor overloaded. | 1. | Reduce load on motor. | |
|
|
|
|
| |
|
|
|
|
| |
Motor is loud when | 1. | Excessive depth of cut or feed rate. | 1. | Decrease depth of cut or feed rate. | |
cutting, or bogs | 2. | Spindle speed or feed rate wrong for | 2. | Refer to the feeds and speeds charts in | |
down under load. | |||||
| cutting operation. |
| Machinery's Handbook or a speeds and feeds | ||
|
|
| |||
|
|
|
| calculator on the internet. | |
| 3. | Cutting tool is dull. | 3. | Sharpen or replace the cutting tool. | |
|
|
|
|
| |
|
|
|
|
| |
Entire machine | 1. | Workpiece is unbalanced. | 1. | ||
vibrates upon | 2. | Workpiece is hitting stationary | 2. | Stop lathe immediately and correct interference | |
startup and while | |||||
| object. |
| problem. | ||
running. |
|
| |||
3. | Loose or damaged drive belt(s). | 3. | |||
| |||||
|
|
|
| (see Page 55). | |
| 4. | Drive belt pulleys are not properly | 4. | Align the drive belt pulleys. | |
|
| aligned. |
|
| |
| 5. | Chuck or faceplate is unbalanced. | 5. | ||
|
|
|
| machine shop for help. | |
| 6. | Spindle bearings at fault. | 6. | Replace worn spindle bearings. | |
|
|
|
|
| |
|
|
|
|
| |
Bad surface finish. | 1. | Wrong spindle speed or feed rate. | 1. | Adjust for appropriate spindle speed and feed rate. | |
| 2. | Cutting tool is dull or incorrect for | 2. | Sharpen or replace the cutting tool; use correct tool | |
|
| operation. |
| for operation. | |
| 3. | Tool height incorrect. | 3. | Adjust tool height to centerline (see Page 37). | |
| 4. | Too much play in gibs. | 4. | Tighten gibs (see Page 54). |