Model W1829 (Mfg. Since 9/11)
Edge Jointing
The purpose of edge jointing is to produce a finished,
To edge joint on the jointer, do these steps:
1.Read and understand Safety, on Page 6.
2.Inspect your stock for dangerous conditions as described in the Stock Inspection & Requirements instructions, on Page 20.
3.Set the cutting depth for your operation.
Note: Between 1⁄16" and 1⁄8" for edge jointing, using a more shallow depth for certain species or for wide stock.
4.Make sure the fence is set to 90˚.
5.If your workpiece is bowed (warped), place it so the concave side is face down on the surface of the infeed table.
6.Start the jointer.
7.Press the workpiece against the table and fence with firm pressure. Use your trailing hand to guide the workpiece through the cut, and feed the workpiece over the cutterhead (see Figure 33).
Note: If your leading hand gets within 4" of the cutterhead, lift it up and over the cutterhead, and place it on the portion of the workpiece that is over the outfeed table. Focus your pressure on the outfeed end of the workpiece while feeding, and repeat the same action with your trailing hand if it gets within 4" of the cutterhead. Keep your hands
8.Repeat Step 7 until the entire edge is flat.
If you are not experienced with a jointer, set the depth of cut to 0", and practice feeding the workpiece across the tables as described below. This procedure will better prepare you for the actual operation.
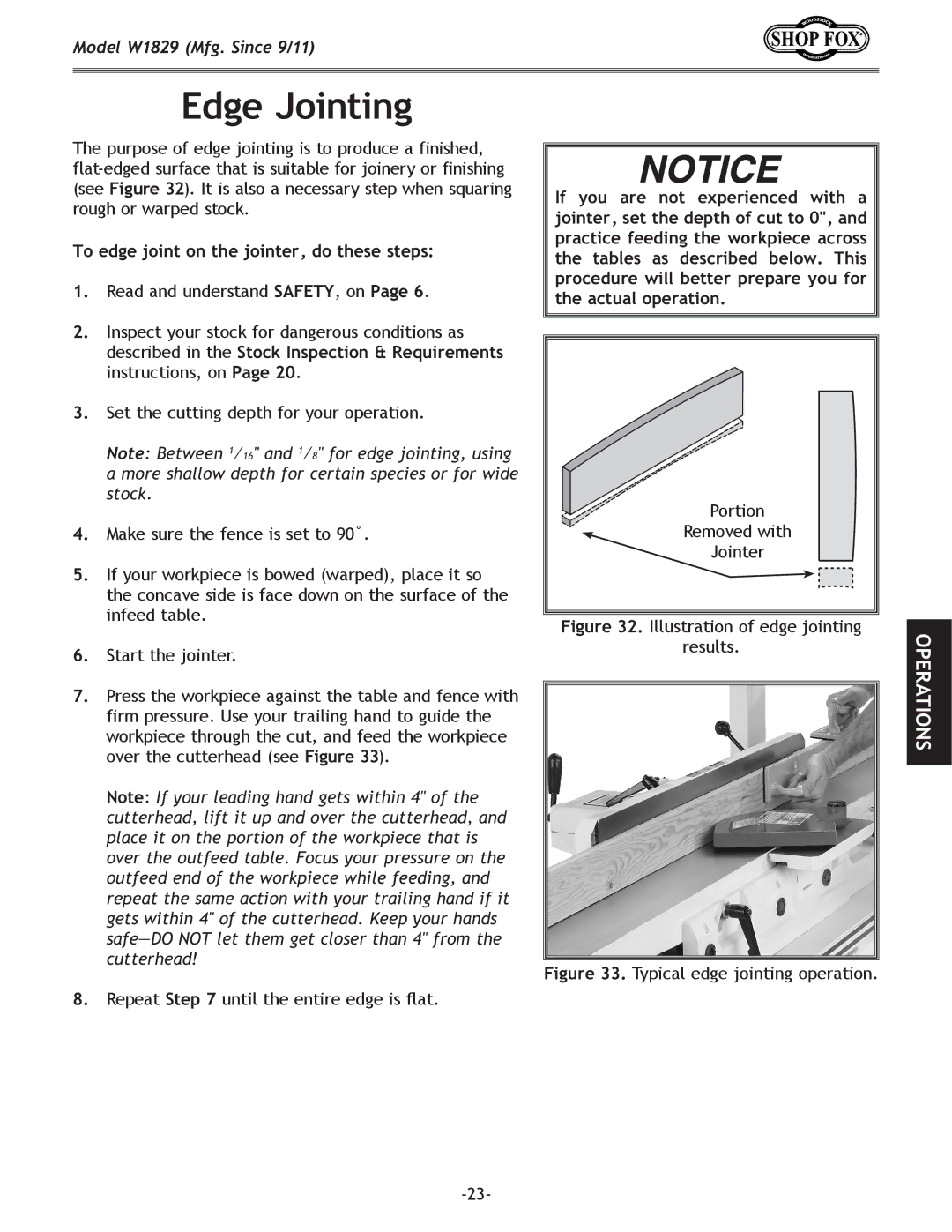
Portion |
Removed with |
Jointer |
Figure 32. Illustration of edge jointing
results.
Figure 33. Typical edge jointing operation.
OPERATIONS