8.Use calipers to measure both ends of the workpiece.
the lathe 1⁄2 the distance of the amount of taper, as shown in the figure below.
Move tailstock toward |
front of lathe 1/2 the |
amount of taper. |
Looking down from above. |
Figure 53. Adjust tailstock toward the operator.
—if the test stock is thinner at the tailstock end, move the tailstock toward the back of the lathe 1⁄2 the distance of the amount of taper, as shown in the figure below.
Looking down from above. |
Move tailstock toward |
back of lathe 1/2 the |
amount of taper. |
Figure 54. Adjust tailstock away from the
operator.
9.repeat Steps 6–8 until the desired accuracy is achieved.
Model G0746/G0749 (Mfg. Since 3/13)
Centers
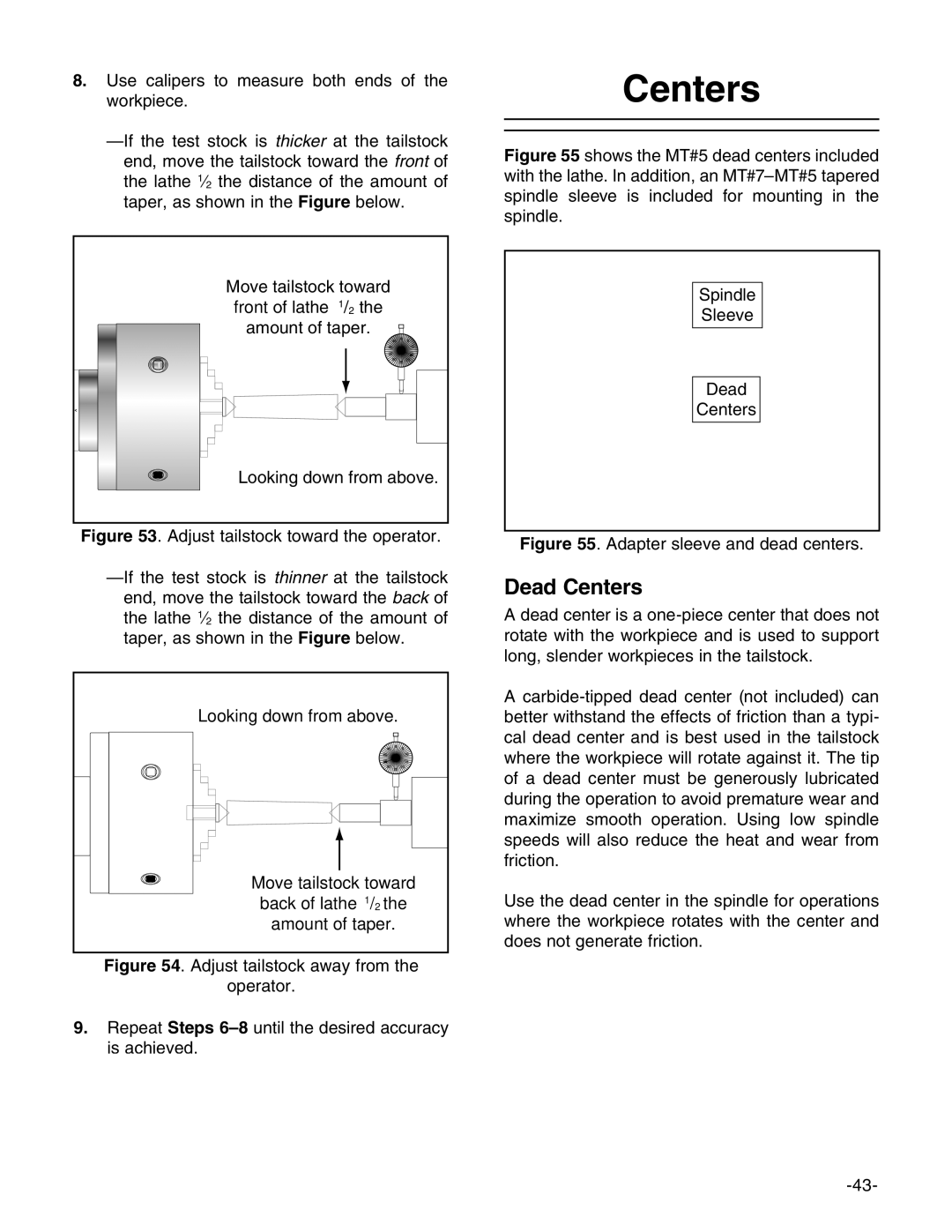
Figure 55 shows the MT#5 dead centers included with the lathe. In addition, an MT#7–MT#5 tapered spindle sleeve is included for mounting in the spindle.
Spindle
Sleeve
Dead
Centers
Figure 55. Adapter sleeve and dead centers.
Dead Centers
A dead center is a
A
Use the dead center in the spindle for operations where the workpiece rotates with the center and does not generate friction.