Machine Vise
The Model G4015Z comes supplied with a milling vise which also serves as the compound for the lathe. The
The milling vise can be aligned to 1 of the 2 axes of the lathe or at any angle desired. Care must be given to setting the vise if a precision angle is needed. The following instructions are given to make the jaws parallel to the travel of the cross slide.
1.Remove the tool post as described above.
2.Loosen the swivel bolts on the compound/vise so it can swivel freely. Pivot the compound/vise so the jaws of the vise are roughly aligned with the cross slide.
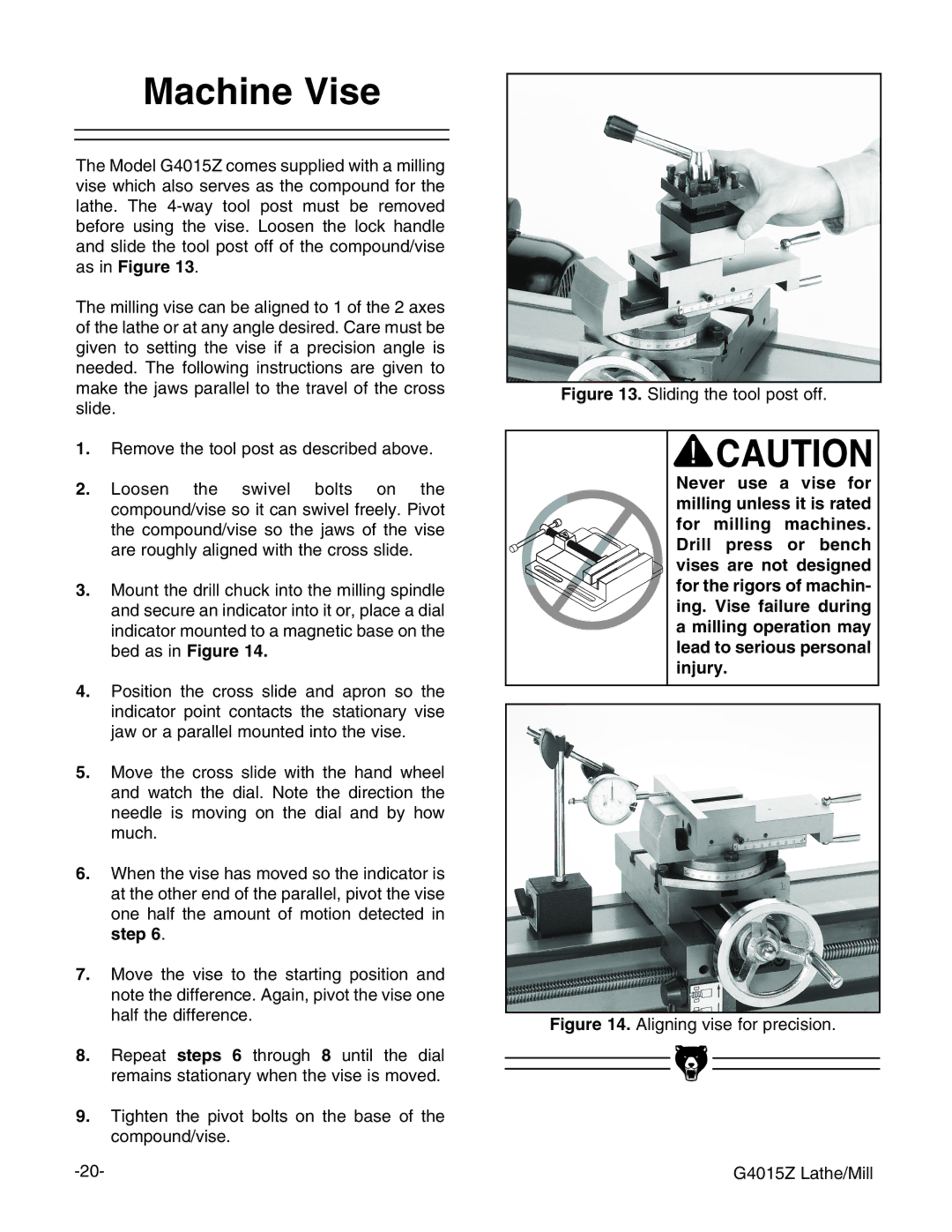
3.Mount the drill chuck into the milling spindle and secure an indicator into it or, place a dial indicator mounted to a magnetic base on the bed as in Figure 14.
4.Position the cross slide and apron so the indicator point contacts the stationary vise jaw or a parallel mounted into the vise.
5.Move the cross slide with the hand wheel and watch the dial. Note the direction the needle is moving on the dial and by how much.
6.When the vise has moved so the indicator is at the other end of the parallel, pivot the vise one half the amount of motion detected in step 6.
7.Move the vise to the starting position and note the difference. Again, pivot the vise one half the difference.
8.Repeat steps 6 through 8 until the dial remains stationary when the vise is moved.
9.Tighten the pivot bolts on the base of the compound/vise.
Figure 13. Sliding the tool post off.
Never use a vise for milling unless it is rated for milling machines. Drill press or bench vises are not designed for the rigors of machin- ing. Vise failure during a milling operation may lead to serious personal injury.