SECTION 8 − SELECTING AND PREPARING
TUNGSTEN ELECTRODE
gtaw 7/97
NOTE
For additional information, see your distributor for a handbook on the Gas Tungsten Arc Welding (GTAW) process.Wear clean gloves to prevent contamination of tungsten electrode.
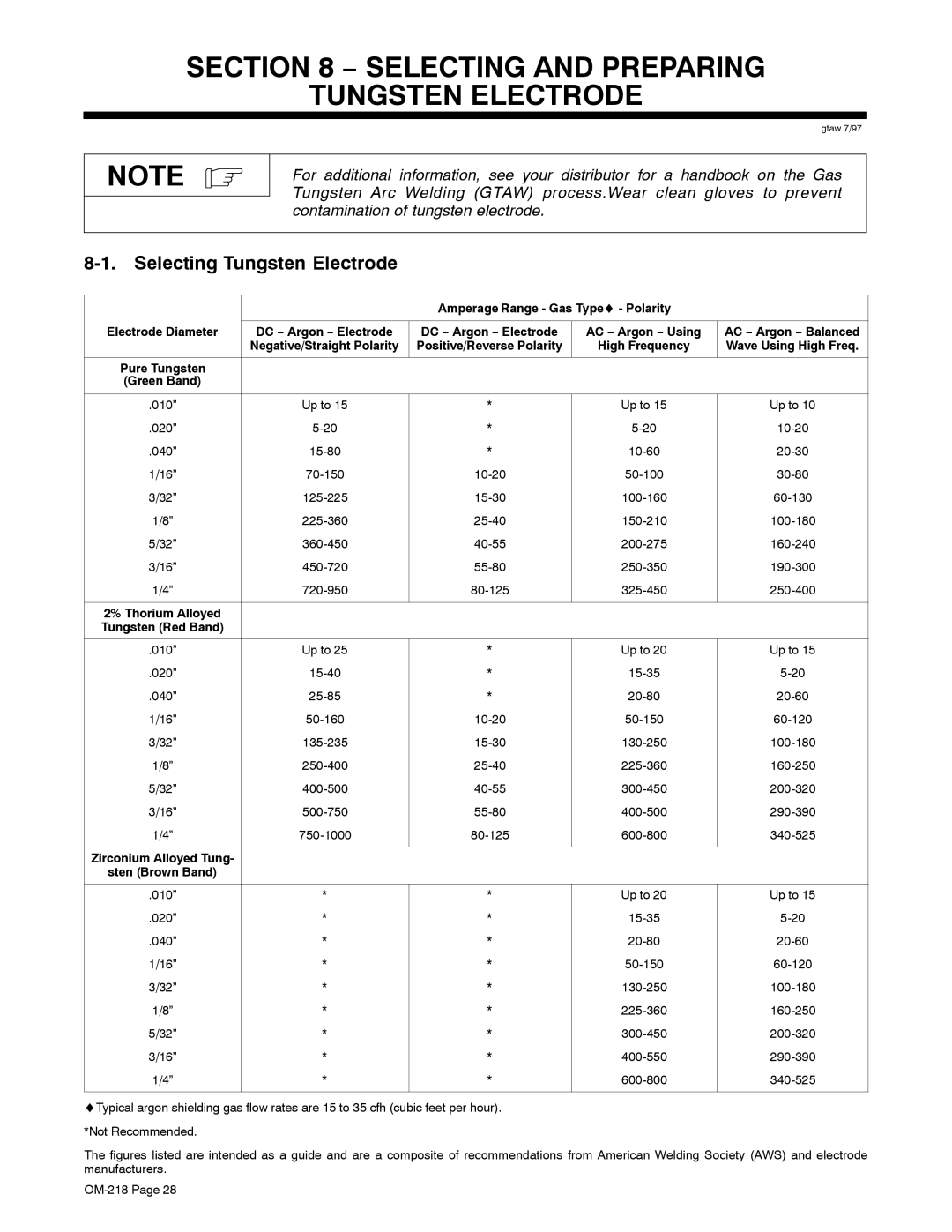
8-1. Selecting Tungsten Electrode
|
| Amperage Range - Gas Type♦ - Polarity |
| |
|
|
|
|
|
Electrode Diameter | DC − Argon − Electrode | DC − Argon − Electrode | AC − Argon − Using | AC − Argon − Balanced |
| Negative/Straight Polarity | Positive/Reverse Polarity | High Frequency | Wave Using High Freq. |
|
|
|
|
|
Pure Tungsten |
|
|
|
|
(Green Band) |
|
|
|
|
|
|
|
|
|
.010” | Up to 15 | * | Up to 15 | Up to 10 |
.020” | * | |||
.040” | * | |||
1/16” | ||||
3/32” | ||||
1/8” | ||||
5/32” | ||||
3/16” | ||||
1/4” | ||||
|
|
|
|
|
2% Thorium Alloyed |
|
|
|
|
Tungsten (Red Band) |
|
|
|
|
|
|
|
|
|
.010” | Up to 25 | * | Up to 20 | Up to 15 |
.020” | * | |||
.040” | * | |||
1/16” | ||||
3/32” | ||||
1/8” | ||||
5/32” | ||||
3/16” | ||||
1/4” | ||||
|
|
|
|
|
Zirconium Alloyed Tung- |
|
|
|
|
sten (Brown Band) |
|
|
|
|
|
|
|
|
|
.010” | * | * | Up to 20 | Up to 15 |
.020” | * | * | ||
.040” | * | * | ||
1/16” | * | * | ||
3/32” | * | * | ||
1/8” | * | * | ||
5/32” | * | * | ||
3/16” | * | * | ||
1/4” | * | * | ||
|
|
|
|
|
♦Typical argon shielding gas flow rates are 15 to 35 cfh (cubic feet per hour). *Not Recommended.