The MULTI-PROCESS SWITCH has two sets of out- put terminals. You connect the wire feeder unit cables to the set of terminals on the left side of the box and the stick or air/carbon arc cables to the set of termi- nals on the right side (facing the front of the machine) as shown in Figure C.1. The output terminals are pro- tected against accidental contact by hinged covers.
When the MULTI-PROCESS SWITCH is in the "Stick or Air/Carbon Arc" position, only those terminals are energized. The wire feeder nozzle or gun and elec- trode are not electrically "hot" when in this mode.
Follow these steps to install the MULTI-PROCESS SWITCH:
1.Confirm that the IDEALARC® DC-600 VRD POWER ON/OFF switch is in the OFF position.
2.Disconnect main AC input power to the IDE- ALARC® DC-600 VRD.
3.Open the terminal strip hinged cover located on the Case Front Assembly.
4.The MULTI-PROCESS SWITCH is mounted to the case front with four 1/4” self-tapping screws. The screw holes are 13.8” apart side to side and 4.5” apart top to bottom, Run one of the 1/4” screws part way in and out of the screw holes to open them up. Make sure that the two sleeved control leads do not get pinched when hanging the switch; route them out the side to the right of the switch. Support the switch in position and start the four screws, then tighten them.
5.Route the MULTI-PROCESS SWITCH control leads through the strain-relief box connectors and into the terminal strip. Connect wire feeder control cable as specified in specific connection diagram and make other terminal strip connections as specified on the connection diagram for the Lincoln wire feeder being used.
6.Connect the control leads from the MULTI- PROCESS SWITCH to terminals #2 and #4 on the IDEALARC® DC-600 VRD's terminal strip.
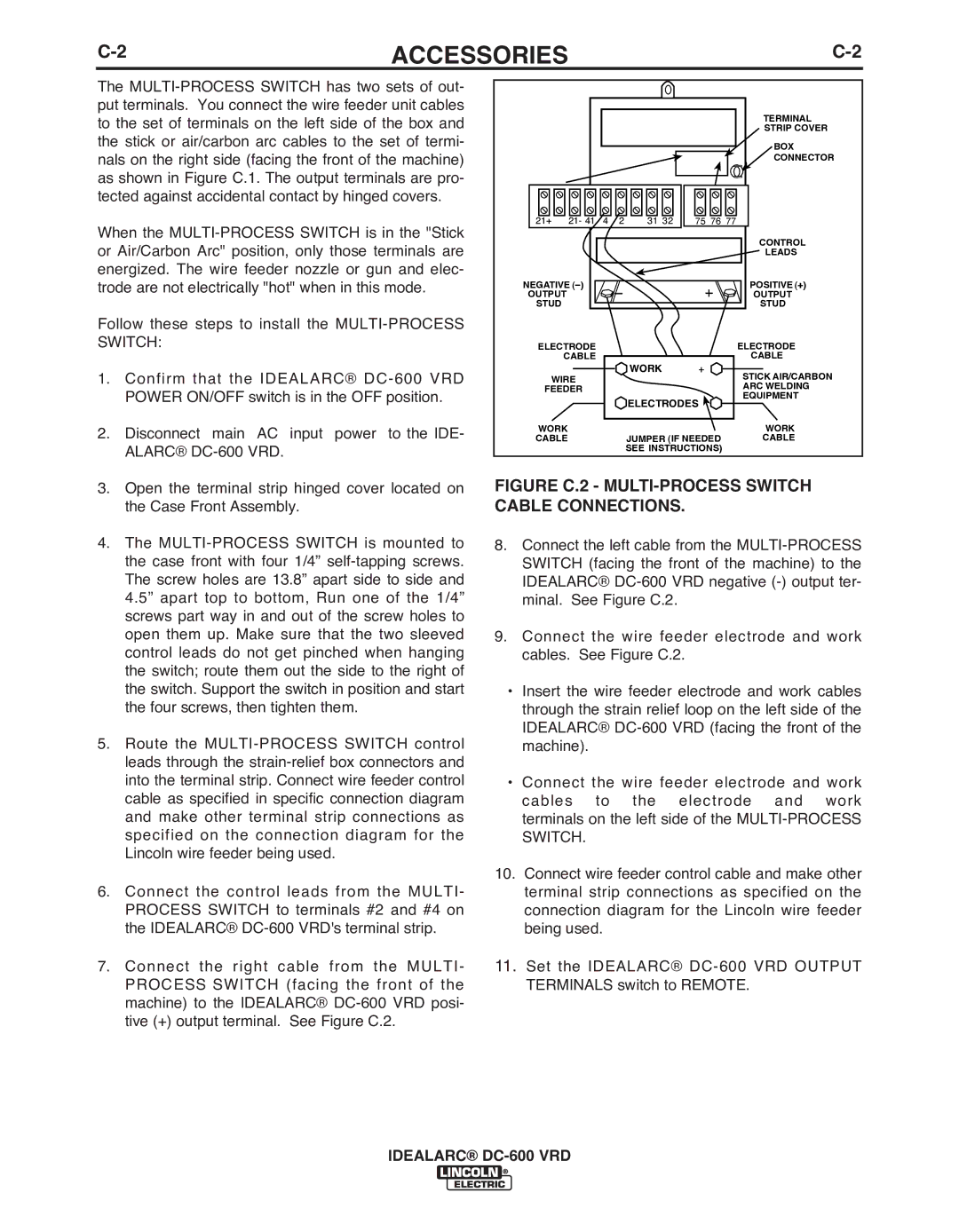
7.Connect the right cable from the MULTI- PROCESS SWITCH (facing the front of the machine) to the IDEALARC® DC-600 VRD posi- tive (+) output terminal. See Figure C.2.
TERMINAL |
STRIP COVER |
BOX |
CONNECTOR |
21+ | 21- 41 | 4 | 2 | 31 32 | 75 76 77 | |
| | | | | | CONTROL |
| | | | | | LEADS |
NEGATIVE (–) | | – | | + | POSITIVE (+) |
OUTPUT | | | | OUTPUT |
STUD | | | | | | STUD |
ELECTRODE | ELECTRODE |
CABLE | CABLE |
| WORK | + | STICK AIR/CARBON |
WIRE | | |
| | ARC WELDING |
FEEDER | | |
| | EQUIPMENT |
| ELECTRODES | |
| | |
WORK | | | WORK |
CABLE | JUMPER (IF NEEDED | CABLE |
| SEE INSTRUCTIONS) | |
FIGURE C.2 - MULTI-PROCESS SWITCH CAbLE CONNECTIONS.
8.Connect the left cable from the MULTI-PROCESS SWITCH (facing the front of the machine) to the IDEALARC® DC-600 VRD negative (-) output ter- minal. See Figure C.2.
9.Connect the wire feeder electrode and work cables. See Figure C.2.
•Insert the wire feeder electrode and work cables through the strain relief loop on the left side of the IDEALARC® DC-600 VRD (facing the front of the machine).
•Connect the wire feeder electrode and work cables to the electrode and work terminals on the left side of the MULTI-PROCESS SWITCH.
10.Connect wire feeder control cable and make other terminal strip connections as specified on the connection diagram for the Lincoln wire feeder being used.
11.Set the IDEALARC® DC-600 VRD OUTPUT TERMINALS switch to REMOTE.