OPERATION | ||
|
Return to Master TOC
In some instances a
(a) | (b) | Scrap steel |
(c) |
Three ways to prepare plates where complete penetration is necessary.
On sections where only a sealed joint is required and strength is not important, the joint may be welded after slightly veeing out the seam as shown in figure (d) below.
High-Speed Group (AWS E6013)
This group includes electrodes which have a moder- ately forceful arc and deposit rates between those of the
They are primarily general purpose production elec- trodes especially for downhill fillets and laps or short and irregular welds that change direction or position. They are also widely used in maintenance and recom- mended for sheet metal fillet and lap welds. Motion “D” (see drawing) is generally used for
TOC
Low Hydrogen Group (AWS E7018)
Return to Section TOC
Return to Section TOC
Return to Section TOC
Return to Section TOC
Return to Master
Return to Master TOC
Return to Master TOC
(d) | (e) |
Single and double beads, with and without beveling for tight, partial strength joints.
Selecting Electrodes
Which electrode is best for the particular job . . . how do you use it? These are important questions because the cost, quality, and appearance of your work depends on proper electrode selection and application. MILD STEEL ELECTRODES may be classified into the following groups:
Out-of-Position Group (AWS E6011)
This group includes electrodes which have a snappy, deep penetrating arc and fast freezing deposits.
These electrodes are used for general purpose, all- position fabrication and repair welding. They are also the best choice for pipe welding and sheet metal butt, corner, and edge welds. They can be used for repair work when dirt, grease, plating or paint cannot be com- pletely cleaned from the steel. These electrodes are typically used with motions “A” and “B” (see drawing) for the first pass on
These electrodes are generally called “low hydrogen”. The name comes from the fact that their coating con- tains little hydrogen in either moisture or chemical form. Low hydrogen electrodes offer these benefits: outstanding crack resistance, lowest porosity on sul- phur bearing steels, and
|
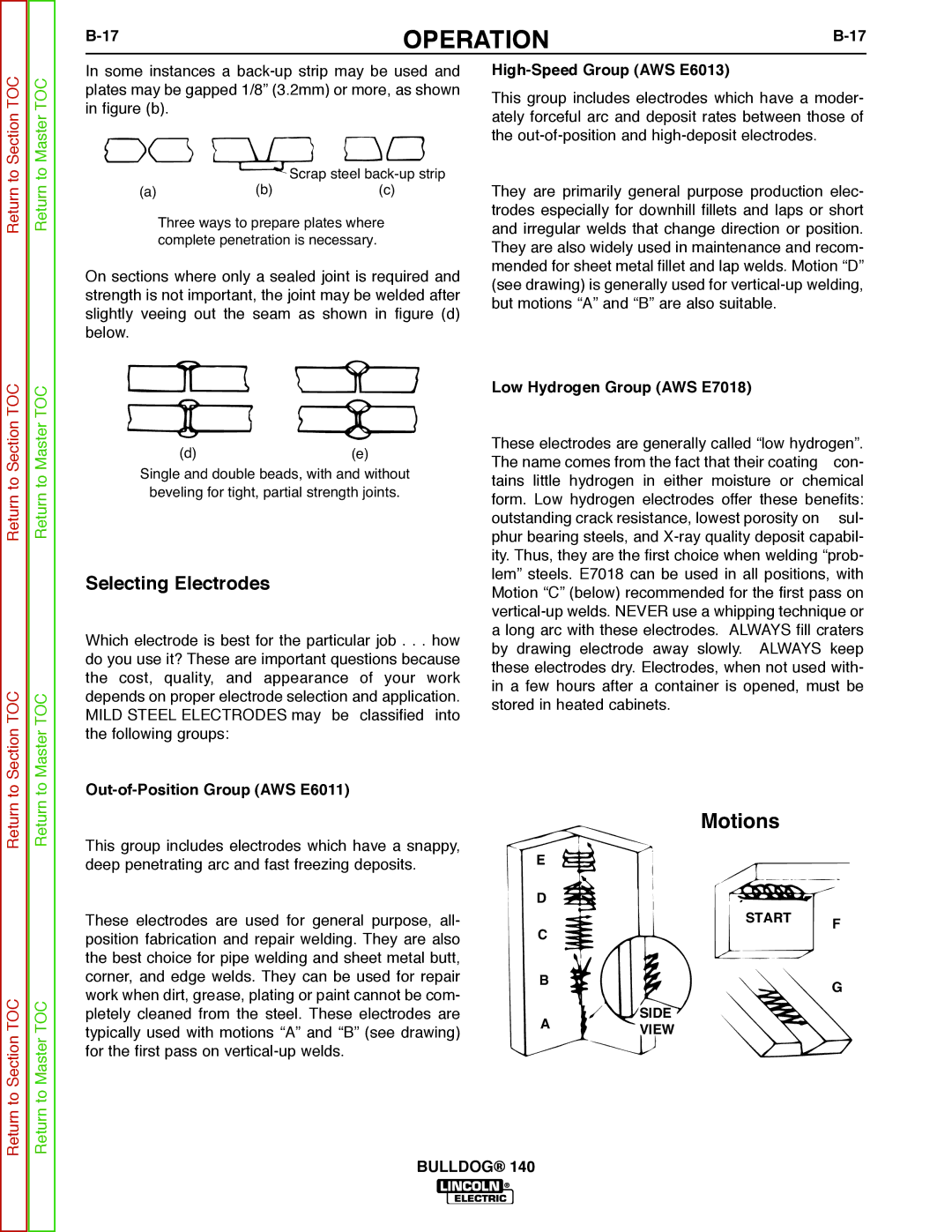
| Motions |
|
E |
|
|
|
|
|
| |
|
|
| |
D |
| START | F |
| |||
| |||
| |||
C |
| ||
|
| ||
|
|
| |
B |
|
| G |
|
|
| |
A | SIDE |
| |
VIEW |
| ||
BULLDOG® 140