For Machines Mfg. Since 3/11 | O P E R A T I O N |
4.Loosen the pivot arm hex nut shown in Figure 76, then swing the pivot arm to the left so that the 44T/56T gears are away from the 57T gear. Hand tighten the hex nut to keep the arm in place.
As you remove and replace end gears, use a stiff brush and mineral spirits to clean away the debris and grime from them, then
5.Making sure to keep the shaft key firmly seated, remove the spacer and the 57T gear, then
—For the standard end gear configuration, slide the 57T gear on first, then the spacer on the outside.
—For the alternate end gear configuration, slide the spacer on first, then the gear.
6.
7.Slide the pivot arm back so that either the 44T or the 56T meshes with the 57T gear, then retighten the pivot arm hex nut.
Note: Make sure to keep approximately 0.002" play between the gears.
8.Replace and secure the end gear cover before
Threading Controls
The following subsections describe how to use the threading controls and charts on this lathe. If you are unfamiliar with the process of cutting threads on a lathe, we strongly recommend that you read books, review industry trade magazines, or get formal training before doing any threading projects.
Headstock & Gearbox Threading Controls
The threading charts on the headstock face display the settings for metric and inch threading, and modular and diametral pitches.
For inch or metric threads, use the standard end gear configuration. For modular or diametral pitches, use the alternate configuration
Use the controls on the lathe and follow along with the example below to better understand how to set up the lathe for the desired threading operation.
Example: Metric Thread Pitch of 2.5mm
1.Make sure the end gears are in the standard configuration, which is used for all metric threading (refer to End Gears on Page 58 for detailed instructions).
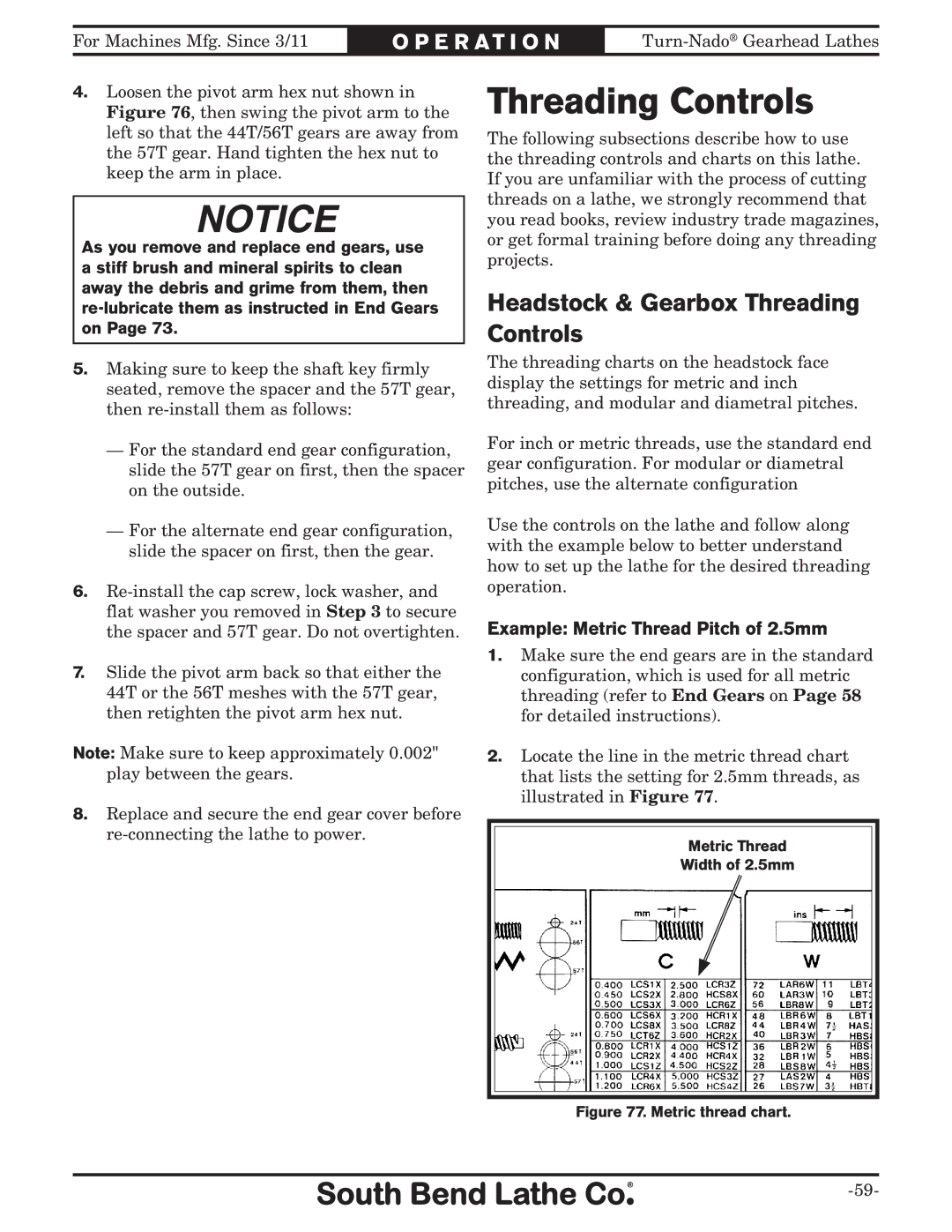
2.Locate the line in the metric thread chart that lists the setting for 2.5mm threads, as illustrated in Figure 77.
Metric Thread
Width of 2.5mm