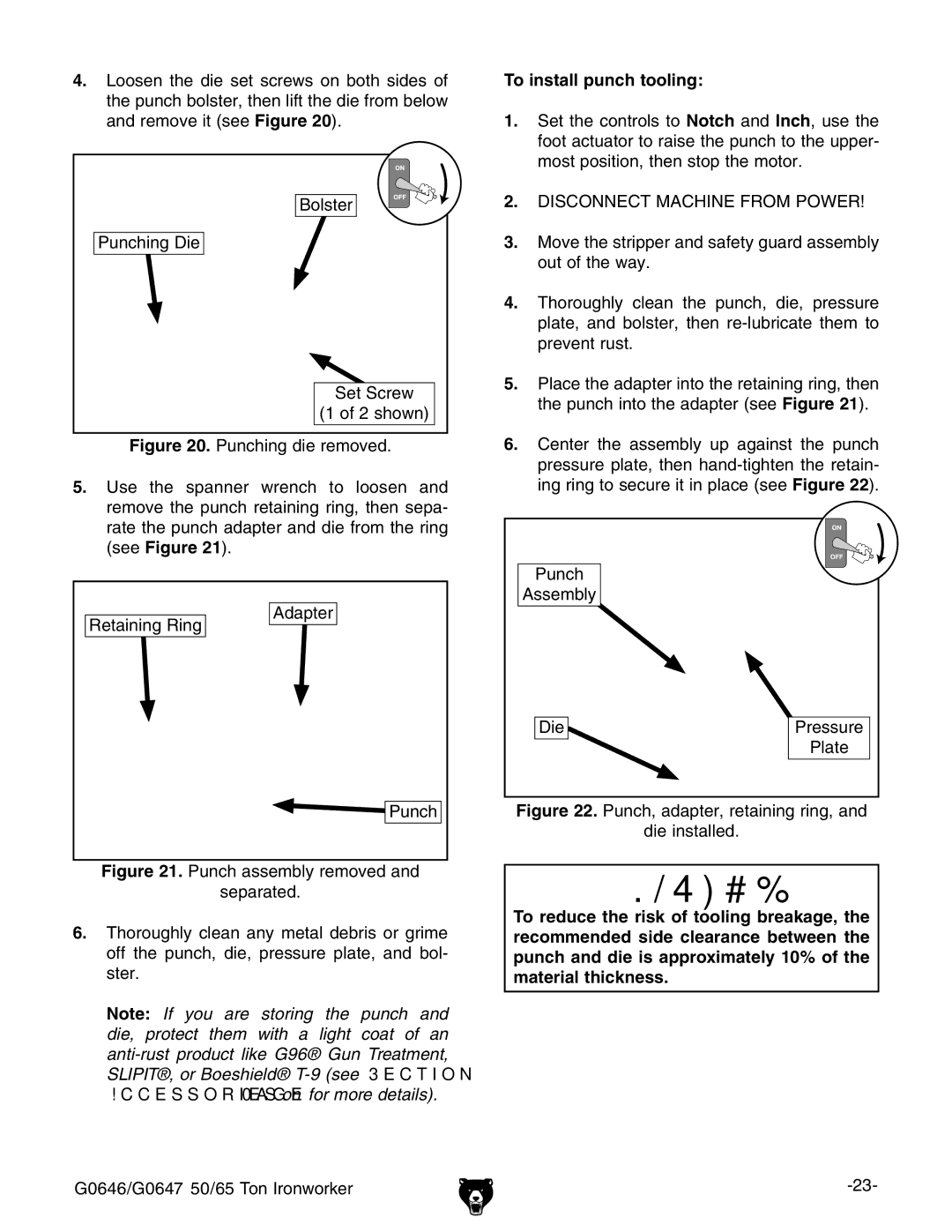
4.Loosen the die set screws on both sides of the punch bolster, then lift the die from below and remove it (see Figure 20).
Bolster
Punching Die
Set Screw
(1 of 2 shown)
Figure 20. Punching die removed.
5.Use the spanner wrench to loosen and remove the punch retaining ring, then sepa- rate the punch adapter and die from the ring (see Figure 21).
To install punch tooling:
1.Set the controls to Notch and Inch, use the foot actuator to raise the punch to the upper- most position, then stop the motor.
2.DISCONNECT MACHINE FROM POWER!
3.Move the stripper and safety guard assembly out of the way.
4.Thoroughly clean the punch, die, pressure plate, and bolster, then
5.Place the adapter into the retaining ring, then the punch into the adapter (see Figure 21).
6.Center the assembly up against the punch pressure plate, then
Punch |
Assembly |
Retaining Ring
Adapter
![]()
![]() Punch
Punch
Die |
| Pressure |
|
| Plate |
Figure 22. Punch, adapter, retaining ring, and
die installed.
Figure 21. Punch assembly removed and
separated.
6.Thoroughly clean any metal debris or grime off the punch, die, pressure plate, and bol- ster.
Note: If you are storing the punch and die, protect them with a light coat of an
NOTICE
To reduce the risk of tooling breakage, the recommended side clearance between the punch and die is approximately 10% of the material thickness.
G0646/G0647 50/65 Ton Ironworker |