7.Use the spanner wrench to fully tighten the punch assembly onto the pressure plate.
8.Insert the die into the punch bolster with the larger opening down, but do not tighten the set screws (see Figure 22).
9.Set the controls to Punch and Inch, then reconnect the machine to power.
10.Turn the machine ON, press the foot actua- tor to bring the punch
11.Press the emergency stop button to avoid unexpected movement of the tooling.
12.Align the die with the punch, then tighten the set screws on both sides of the punch bolster to hold the die in place.
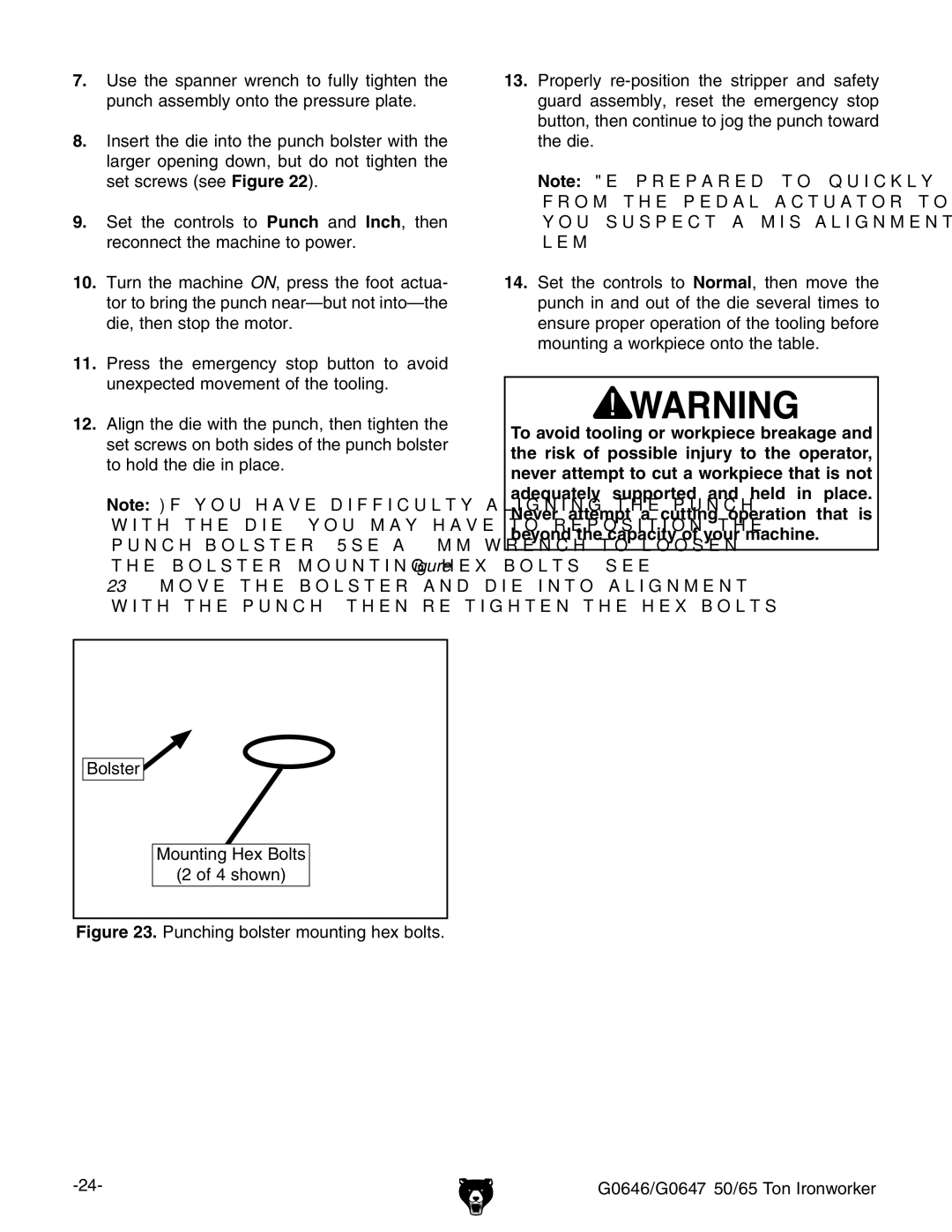
Note: If you have difficulty aligning the punch with the die, you may have to reposition the punch bolster. Use a 19mm wrench to loosen the bolster mounting hex bolts (see Figure 23), move the bolster and die into alignment with the punch, then
13.Properly
Note: Be prepared to quickly lift your foot from the pedal actuator to stop the punch if you suspect a
14.Set the controls to Normal, then move the punch in and out of the die several times to ensure proper operation of the tooling before mounting a workpiece onto the table.
To avoid tooling or workpiece breakage and the risk of possible injury to the operator, never attempt to cut a workpiece that is not adequately supported and held in place. Never attempt a cutting operation that is beyond the capacity of your machine.
Bolster
Mounting Hex Bolts
(2 of 4 shown)
Figure 23. Punching bolster mounting hex bolts.
G0646/G0647 50/65 Ton Ironworker |