notching station tips
Notching
The notching station sets up to make notches of varying sizes and shapes in flat bar mild steel stock. The limit stops are adjustable to set the most efficient stroke length for your operation (refer to Page 33).
Stay within the following notching capacities for your machine:
Model G0646 |
|
Maximum Thickness | 5⁄16" (8mm) |
Maximum Notch Width | 13⁄8" (35mm) |
Maximum Notch Depth | 3" (75mm) |
Model G0647 |
|
Maximum Thickness | 3⁄8" (10mm) |
Maximum Notch Width | 15⁄8" (42mm) |
Maximum Notch Depth | 4" (100mm) |
Using the Notching Station
1.Set the controls to Punch and Inch, then raise the notching die so that you can insert the workpiece.
2.Brush one of the lubricants from Figure 18 on Page 22 or an equivalent onto both sides of the workpiece.
3.Position the workpiece on the table and under the tooling, then use the table guides and other devices to support the workpiece (see Figure 24).
4.Set the controls to Notch and Normal, then turn the motor ON.
5.Stand clear of the machine and use the pedal actuator to perform the notching operation.
Note: When the notching operation is com- plete, the die will automatically raise up out of the workpiece.
Removing & Installing Notch Dies
Tools Needed | Qty |
Hex Wrenches 4, 5, 6, 8, 14mm | 1 Each |
Wrench 19mm | 1 |
Feeler Gauges 1mm, 3mm | 1 Each |
To remove the notch dies: |
|
1.Set the controls to Punch and Inch, raise the die to its uppermost position above the notch- ing station, then turn the motor OFF.
2.DISCONNECT MACHINE FROM POWER!
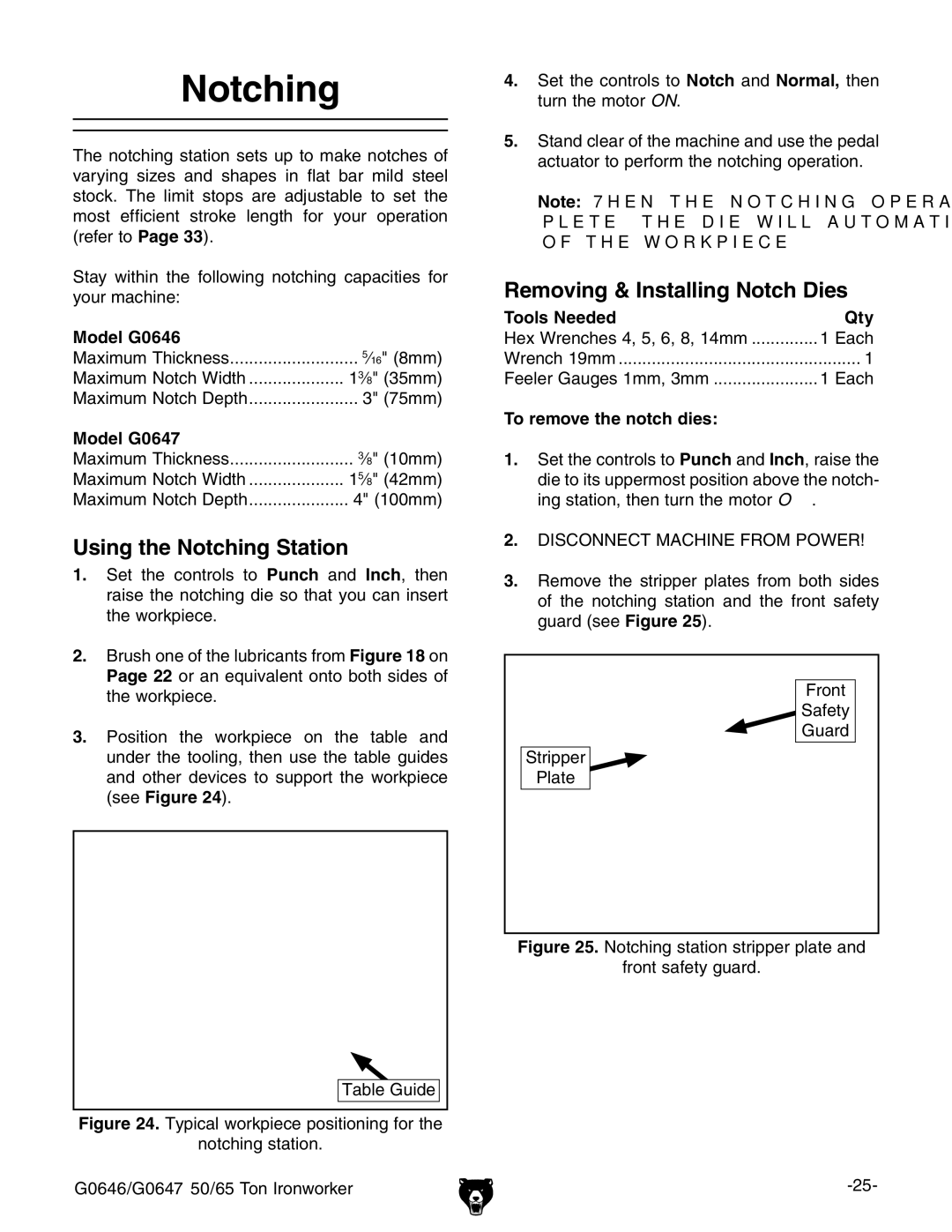
3.Remove the stripper plates from both sides of the notching station and the front safety guard (see Figure 25).
Front
Safety
Guard
Stripper
Plate
Table Guide