OPERATION
TIG WELDING INFORMATION
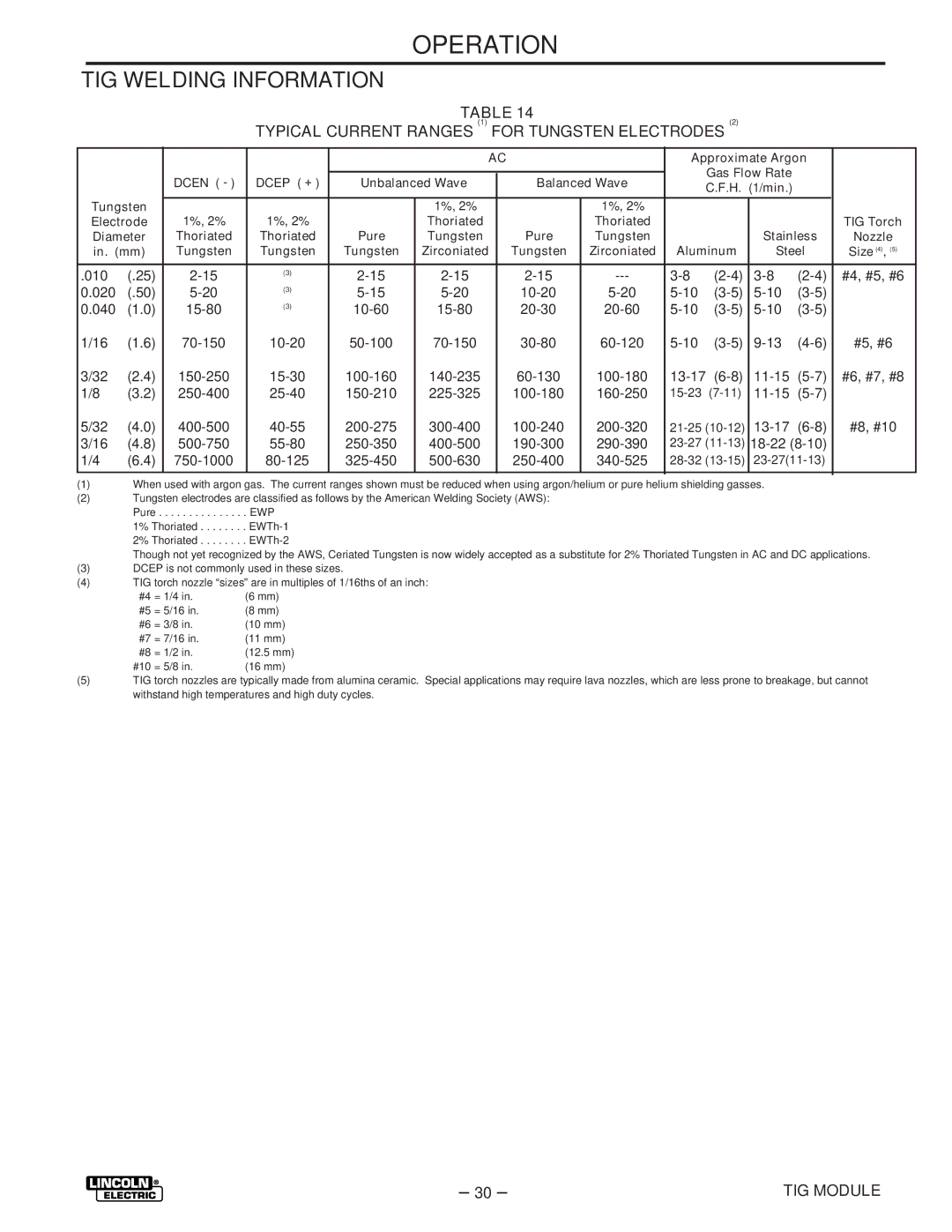
TABLE 14
TYPICAL CURRENT RANGES (1) FOR TUNGSTEN ELECTRODES (2)
|
|
|
|
|
| AC |
|
|
| Approximate Argon |
|
| |
|
|
|
|
|
|
|
|
|
| Gas Flow Rate |
|
| |
|
|
|
|
|
|
|
|
|
|
|
| ||
|
| DCEN ( - ) | DCEP ( + ) |
| Unbalanced Wave | Balanced Wave |
|
| |||||
|
|
|
| C.F.H. (1/min.) |
|
| |||||||
|
|
|
|
|
|
|
|
|
|
|
| ||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 1%, 2% |
| 1%, 2% |
|
|
|
|
| ||
Tungsten |
|
|
|
|
|
|
|
|
|
| |||
Electrode |
| 1%, 2% | 1%, 2% |
|
| Thoriated |
| Thoriated |
|
|
|
| TIG Torch |
Diameter |
| Thoriated | Thoriated |
| Pure | Tungsten | Pure | Tungsten |
|
| Stainless |
| Nozzle |
in. (mm) |
| Tungsten | Tungsten |
| Tungsten | Zirconiated | Tungsten | Zirconiated |
| Aluminum | Steel |
| Size (4), (5) |
.010 | (.25) | (3) | #4, #5, #6 | |||||||||
0.020 | (.50) |
| ||||||||||
(3) |
| |||||||||||
0.040 | (1.0) |
| ||||||||||
(3) |
| |||||||||||
1/16 | (1.6) | #5, #6 | ||||||||||
3/32 | (2.4) | #6, #7, #8 | ||||||||||
1/8 | (3.2) |
|
| |||||||||
5/32 | (4.0) | #8, #10 | ||||||||||
3/16 | (4.8) |
| ||||||||||
1/4 | (6.4) |
|
|
|
|
|
|
|
|
| ||
(1)When used with argon gas. The current ranges shown must be reduced when using argon/helium or pure helium shielding gasses.
(2)Tungsten electrodes are classified as follows by the American Welding Society (AWS): Pure . . . . . . . . . . . . . . . EWP
1% Thoriated . . . . . . . .
Though not yet recognized by the AWS, Ceriated Tungsten is now widely accepted as a substitute for 2% Thoriated Tungsten in AC and DC applications.
(3)DCEP is not commonly used in these sizes.
(4)TIG torch nozzle “sizes” are in multiples of 1/16ths of an inch:
#4 | = 1/4 in. | (6 mm) |
#5 | = 5/16 in. | (8 mm) |
#6 | = 3/8 in. | (10 mm) |
#7 | = 7/16 in. | (11 mm) |
#8 | = 1/2 in. | (12.5 mm) |
#10 | = 5/8 in. | (16 mm) |
(5)TIG torch nozzles are typically made from alumina ceramic. Special applications may require lava nozzles, which are less prone to breakage, but cannot withstand high temperatures and high duty cycles.
– 30 – | TIG MODULE |