OPERATION |
Return to Section TOC
Return to Section TOC
Return to Section TOC
Return to Master TOC
Return to Master TOC
Return to Master TOC
CONSTANT CURRENT OPERATION
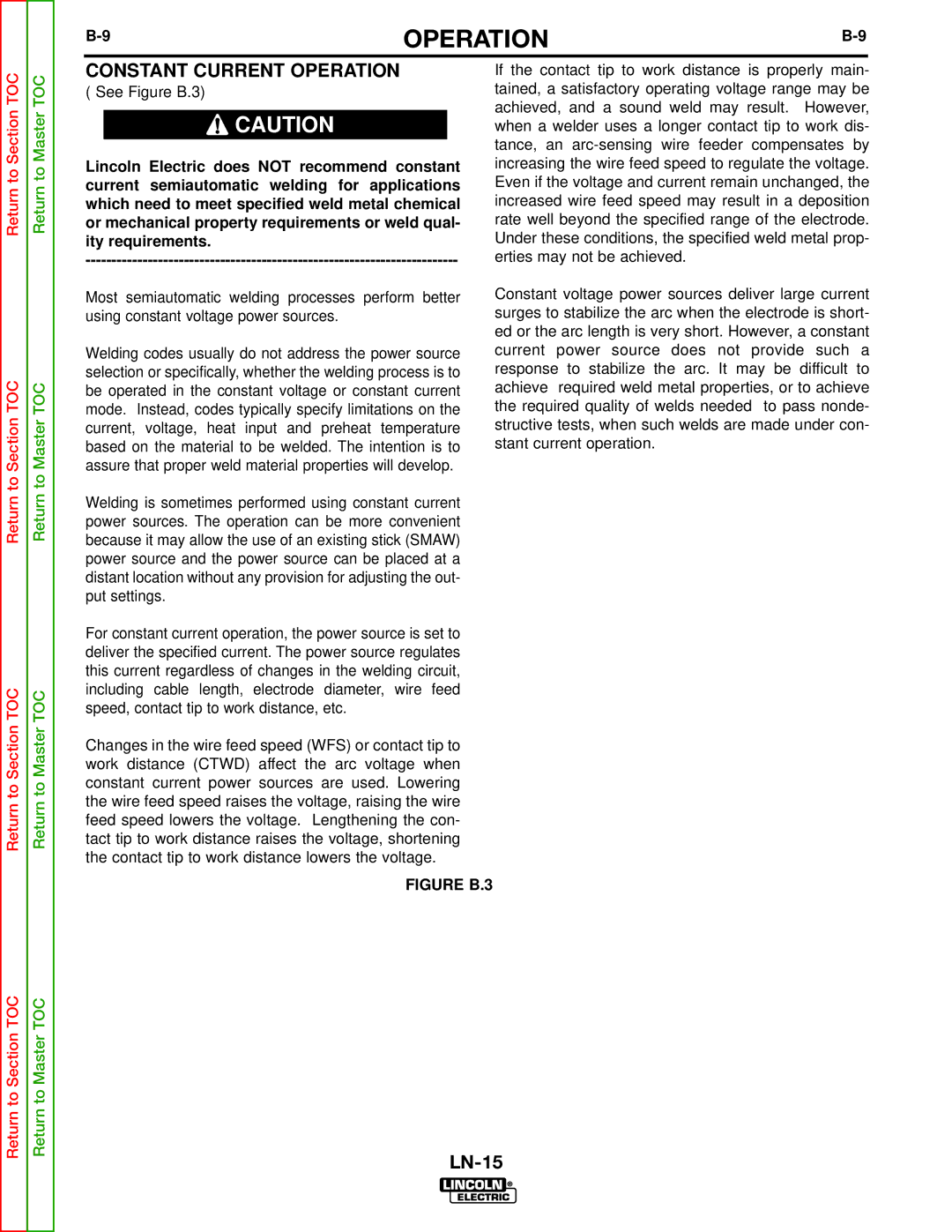
( See Figure B.3)
![]()
![]() CAUTION
CAUTION
Lincoln Electric does NOT recommend constant current semiautomatic welding for applications which need to meet specified weld metal chemical or mechanical property requirements or weld qual- ity requirements.
Most semiautomatic welding processes perform better using constant voltage power sources.
Welding codes usually do not address the power source selection or specifically, whether the welding process is to be operated in the constant voltage or constant current mode. Instead, codes typically specify limitations on the current, voltage, heat input and preheat temperature based on the material to be welded. The intention is to assure that proper weld material properties will develop.
Welding is sometimes performed using constant current power sources. The operation can be more convenient because it may allow the use of an existing stick (SMAW) power source and the power source can be placed at a distant location without any provision for adjusting the out- put settings.
For constant current operation, the power source is set to deliver the specified current. The power source regulates this current regardless of changes in the welding circuit, including cable length, electrode diameter, wire feed speed, contact tip to work distance, etc.
Changes in the wire feed speed (WFS) or contact tip to work distance (CTWD) affect the arc voltage when constant current power sources are used. Lowering the wire feed speed raises the voltage, raising the wire feed speed lowers the voltage. Lengthening the con- tact tip to work distance raises the voltage, shortening the contact tip to work distance lowers the voltage.
If the contact tip to work distance is properly main- tained, a satisfactory operating voltage range may be achieved, and a sound weld may result. However, when a welder uses a longer contact tip to work dis- tance, an
Constant voltage power sources deliver large current surges to stabilize the arc when the electrode is short- ed or the arc length is very short. However, a constant current power source does not provide such a response to stabilize the arc. It may be difficult to achieve required weld metal properties, or to achieve the required quality of welds needed to pass nonde- structive tests, when such welds are made under con- stant current operation.
Return to Section TOC
Return to Master TOC
Constant Current Power Source
| FIGURE B.3 |
| ||
| Current | GUN AND CABLE | ||
| Wire | |||
| ASSEMBLY | |||
+ | Welding Cable | |||
Feeder | ||||
CTWD | ||||
| (Electrode) |
| ||
|
|
| WFS | |
- | Current |
|
| |
| Welding Cable |
|
| |
| (Work) |
|
|