THEORY OF OPERATION | ||
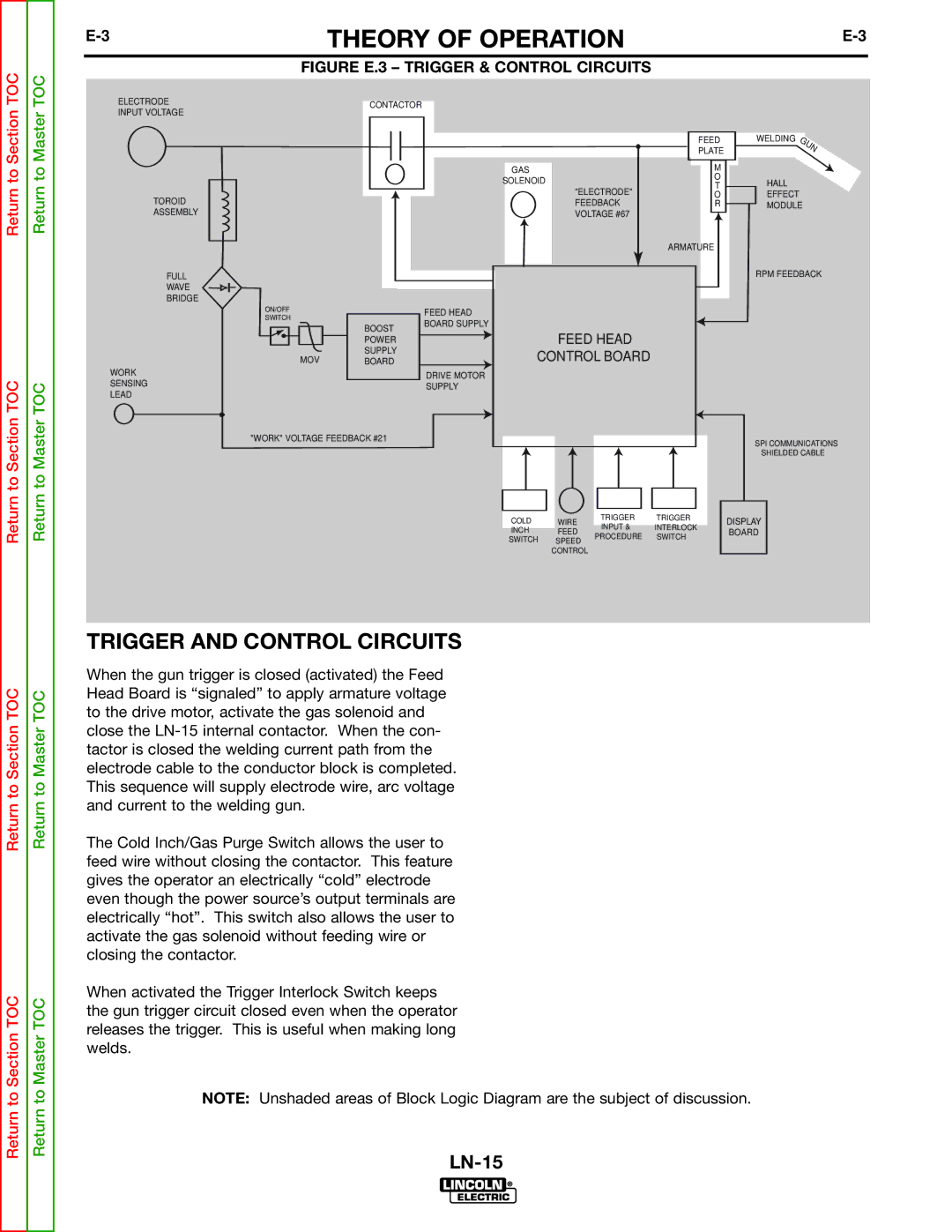
| FIGURE E.3 – TRIGGER & CONTROL CIRCUITS |
|
Return to Master TOC
ELECTRODE INPUT VOLTAGE
TOROID
ASSEMBLY
FULL
WAVE
BRIDGE
CONTACTOR
| FEED | WELDING |
| PLATE |
|
GAS |
|
|
M |
| |
SOLENOID | O | HALL |
T | ||
"ELECTRODE" | O | EFFECT |
FEEDBACK | R | MODULE |
VOLTAGE #67 |
|
|
ARMATURE
RPM FEEDBACK
TOC
ON/OFF
SWITCH
MOV
WORK SENSING LEAD
BOOST POWER SUPPLY BOARD
FEED HEAD BOARD SUPPLY
DRIVE MOTOR SUPPLY
FEED HEAD
CONTROL BOARD
Return to Section TOC
Return to Section TOC
Return to Section TOC
Return to Section TOC
Return to Master
Return to Master TOC
Return to Master TOC
"WORK" VOLTAGE FEEDBACK #21
SPI COMMUNICATIONS
SHIELDED CABLE
COLD | WIRE | TRIGGER | TRIGGER | DISPLAY | |
INPUT & | INTERLOCK | ||||
INCH | FEED | BOARD | |||
PROCEDURE | SWITCH | ||||
SWITCH | SPEED |
| |||
|
|
| |||
| CONTROL |
|
|
|
TRIGGER AND CONTROL CIRCUITS
When the gun trigger is closed (activated) the Feed Head Board is “signaled” to apply armature voltage to the drive motor, activate the gas solenoid and close the
The Cold Inch/Gas Purge Switch allows the user to feed wire without closing the contactor. This feature gives the operator an electrically “cold” electrode even though the power source’s output terminals are electrically “hot”. This switch also allows the user to activate the gas solenoid without feeding wire or closing the contactor.
When activated the Trigger Interlock Switch keeps the gun trigger circuit closed even when the operator releases the trigger. This is useful when making long welds.
NOTE: Unshaded areas of Block Logic Diagram are the subject of discussion.