OPERATION |
Return to Master TOC
5.Use only clean,
6.Replace contact tip when the arc starts to become unstable or the contact tip end is fused or deformed.
7.Keep wire reel spindle brake tension to minimum required to prevent excess reel
8.Use proper drive rolls and wire drive idle roll pres- sure for wire size and type being used.
WIRE FEED OVERLOAD
PROTECTION
The POWER MIG has solid state overload protection of the wire drive motor. If the motor becomes overloaded, the protection circuitry turns off the wire feed speed and gas solenoid. Check for proper size tip, liner, and drive rolls, for any obstructions or bends in the gun cable, and any other factors that would impede the wire feeding. To resume welding, simply pull the trigger. There is no circuit breaker to reset as the protection is done with reliable solid state electronics.
Return to Section TOC
Return to Section TOC
Section TOC
Return to Master TOC
Master TOC
FAN CONTROL
The fan is designed to come on automatically when a weld arc is established. The fan will stay on for a mini- mum of 6 minutes after the weld arc is terminated. The fan will also stay on when the machine’s welding and feeding are disabled during thermostatic over temper- ature protection. (See Welding Thermal Overload Protection.)
INPUT LINE VOLTAGE
PROTECTION
High Line Voltage — If the line voltage exceeds 125% of rated input voltage, the output will be reduced to the lower level to protect voltage rating of the capacitor bank.
Low Line Voltage — You may not be able to get max- imum output from the machine if the line voltage is less than rated input. The unit will continue to weld, but the output may be less than what is set.
WELDING THERMAL
OVERLOAD PROTECTION
The POWER MIG 255 has
OVERCURRENT PROTECTION
The machine will automatically reduce the output if the load on the machine exceeds 300 to 320 amperes. This protects the welding power SCR’s from excessive short circuit currents and from exceeding their temper- ature rating before the thermostats can react.
Return to
Return to Section TOC
Return to
Return to Master TOC
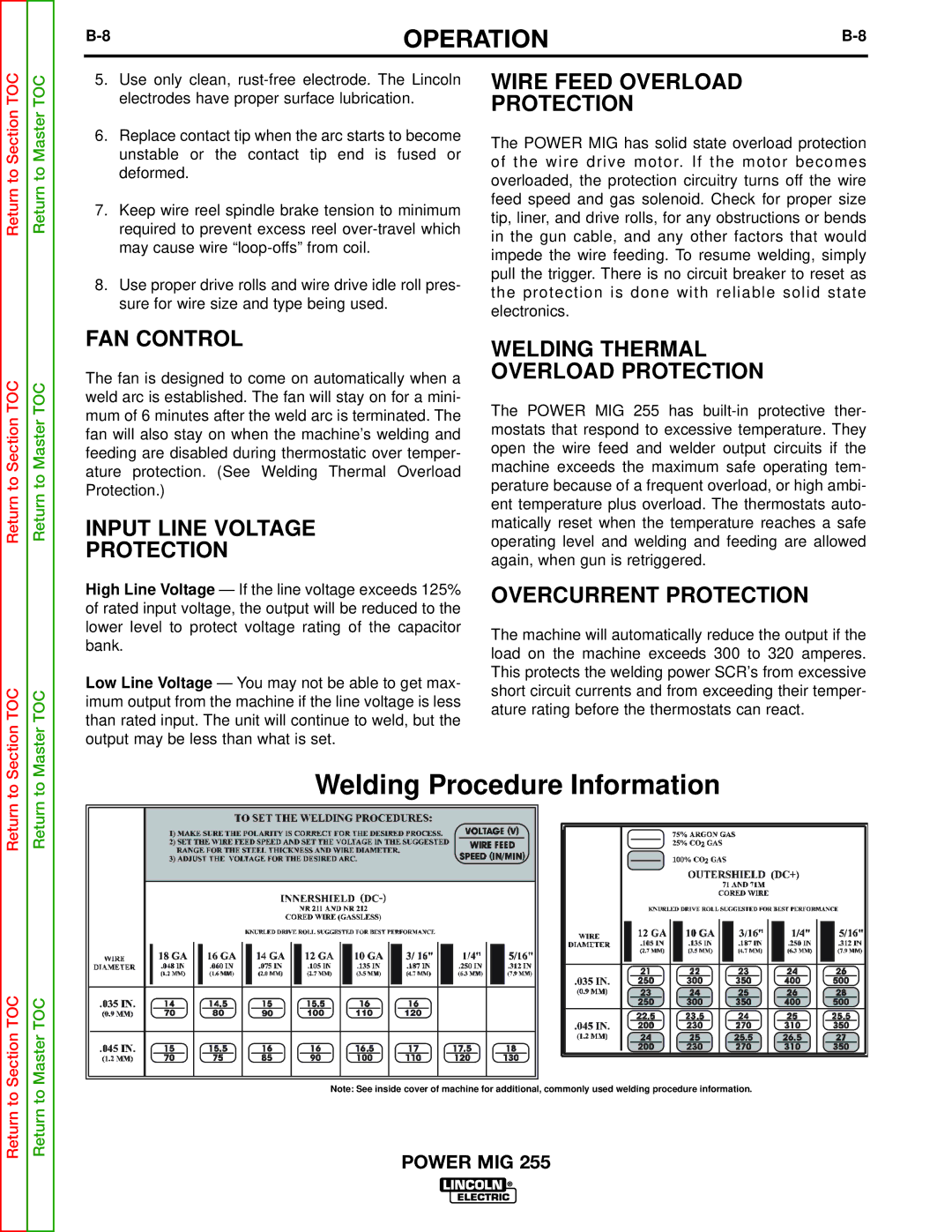
Welding Procedure Information
70 | 80 | 90 | 100 | 110 | 120 |
Note: See inside cover of machine for additional, commonly used welding procedure information.
POWER MIG 255