INSTALLATION
Return to Master TOC
Return to Master TOC
PULSE WELDING (GMAW-P)
The
Pulsed MIG is an advanced form of welding that takes the best of all the other forms of transfer while mini- mizing or eliminating their disadvantages. Unlike short circuit, pulsed MIG does not create spatter or run the risk of cold lapping. The welding positions in pulsed MIG are not limited as they are with globular or spray and its wire use is definitely more efficient. Unlike the spray arc process, pulsing offers controlled heat input that allows better welding on thin materials, lower wire feed speeds and leads to less distortion and improved overall quality and appearance. This is especially important with stainless, nickel and other alloys that are sensitive to heat input.
In
Return to Section TOC
Return to Section TOC
Return to Section TOC
Return to Section TOC
Return to Master TOC
Return to Master TOC
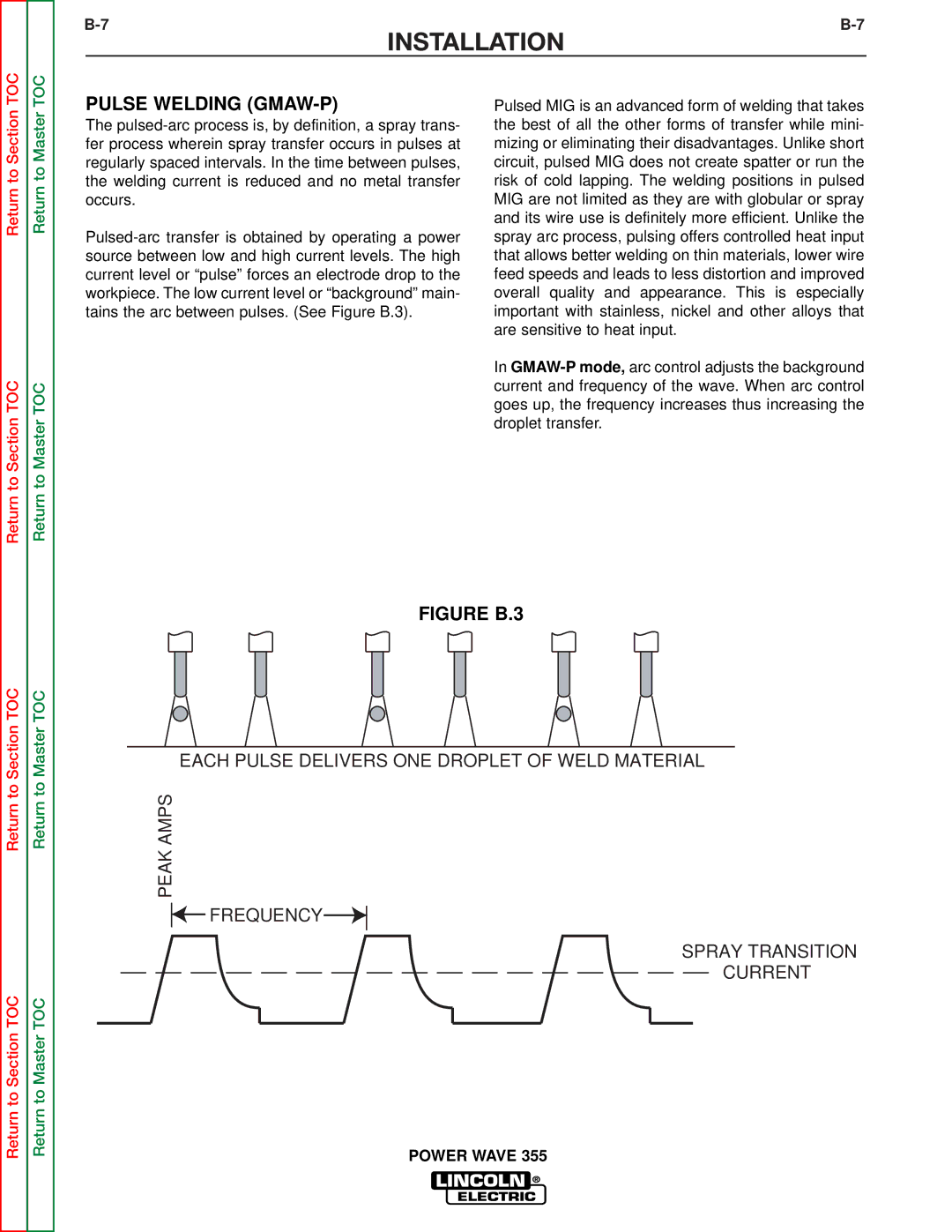
FIGURE B.3
EACH PULSE DELIVERS ONE DROPLET OF WELD MATERIAL
PEAK AMPS
FREQUENCY![]()
![]()
SPRAY TRANSITION
CURRENT
POWER WAVE 355