|
| INSTALLATION | ||||
|
|
|
| |||
TOC | TOC | CONNECT OUTPUT COMPONENTS | GUN LINER AND CONTACT | TIP | ||
|
| INSTALLATION |
| |||
Section | Master | INSTALL THE WORK CLAMP |
| |||
|
| |||||
|
|
|
| |||
|
|
|
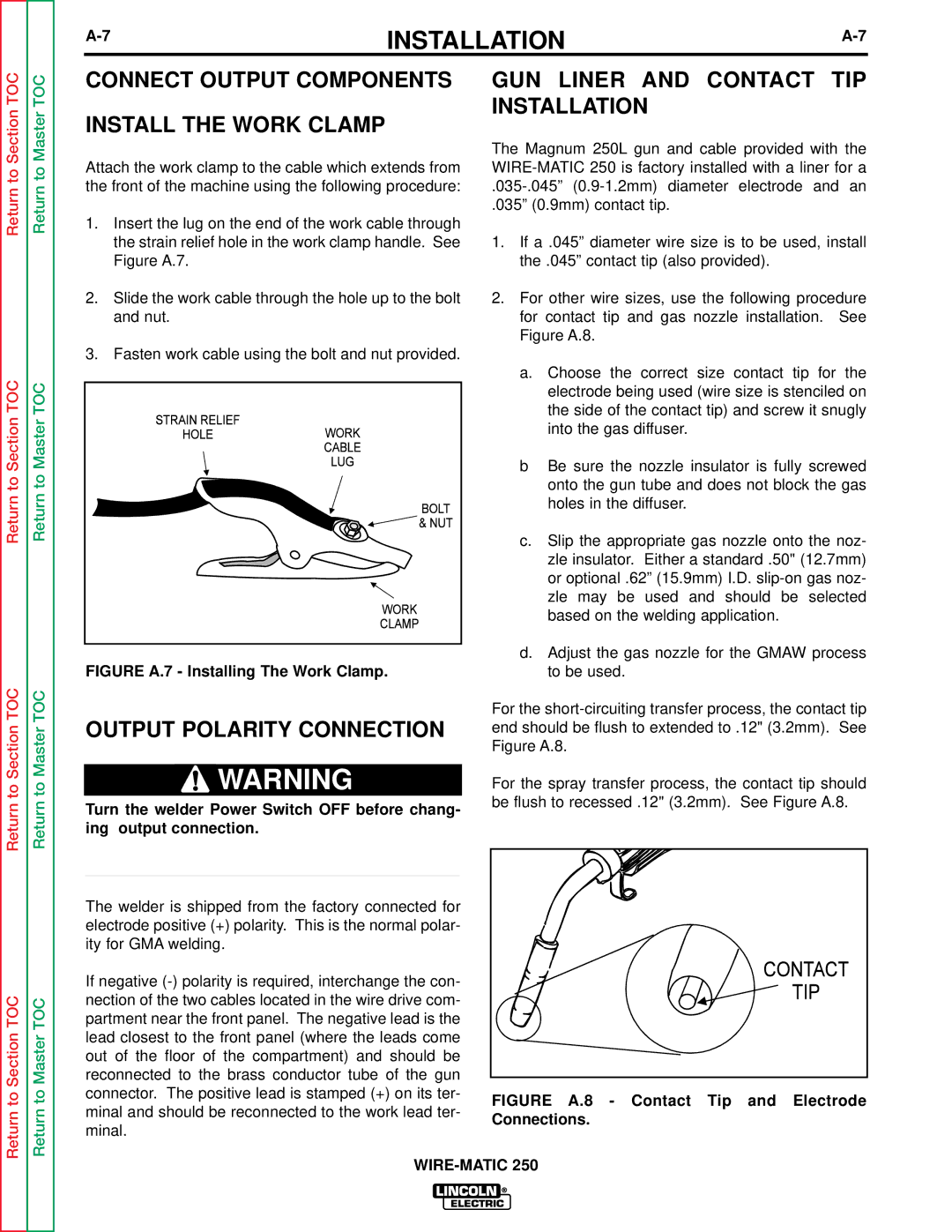
| The Magnum 250L gun and cable provided with the | ||
to | to | Attach the work clamp to the cable which extends from | ||||
the front of the machine using the following procedure: | ||||||
Return | Return | |||||
|
| .035” (0.9mm) contact tip. |
| |||
|
|
|
|
| ||
|
| 1. Insert the lug on the end of the work cable through |
|
| ||
|
|
| the strain relief hole in the work clamp handle. See | 1. If a .045” diameter wire size is to be used, install | ||
|
|
| Figure A.7. | the .045” contact tip (also provided). |
| |
|
| 2. Slide the work cable through the hole up to the bolt | 2. For other wire sizes, use the following procedure | |||
|
|
| and nut. | for contact tip and gas nozzle installation. | See | |
|
|
|
| Figure A.8. |
| |
3. Fasten work cable using the bolt and nut provided.
TOC | TOC | a. | Choose the correct size contact tip for the |
| electrode being used (wire size is stenciled on | ||
|
|
| |
Section | Master | b | the side of the contact tip) and screw it snugly |
Be sure the nozzle insulator is fully screwed | |||
|
|
| into the gas diffuser. |
to | to |
| onto the gun tube and does not block the gas |
Return | Return |
| holes in the diffuser. |
|
|
| |
|
| c. | Slip the appropriate gas nozzle onto the noz- |
|
|
| zle insulator. Either a standard .50" (12.7mm) |
|
|
| or optional .62” (15.9mm) I.D. |
|
|
| zle may be used and should be selected |
|
|
| based on the welding application. |
|
| d. | Adjust the gas nozzle for the GMAW process |
|
| FIGURE A.7 - Installing The Work Clamp. | to be used. |
TOC | TOC | OUTPUT POLARITY CONNECTION |
| For the |
|
|
| ||
Section | Master |
| end should be flush to extended to .12" (3.2mm). See | |
|
| Figure A.8. | ||
|
|
|
| |
|
|
|
|
|
to | to | WARNING |
| For the spray transfer process, the contact tip should |
|
| be flush to recessed .12" (3.2mm). See Figure A.8. | ||
Return | Return | Turn the welder Power Switch OFF before chang- |
| |
|
| |||
|
|
|
| |
|
| ing output connection. |
|
|
|
| ____________________________________ |
|
|
|
|
|
|
The welder is shipped from the factory connected for electrode positive (+) polarity. This is the normal polar- ity for GMA welding.
|
| If negative |
|
|
|
|
|
| |
|
|
|
|
|
|
|
| ||
|
|
|
|
|
|
|
| ||
TOC | TOC | nection of the two cables located in the wire drive com- |
|
|
|
|
|
| |
|
|
|
|
|
| ||||
partment near the front panel. The negative lead is the |
|
|
|
|
|
| |||
|
|
|
|
|
|
|
| ||
Section | Master | lead closest to the front panel (where the leads come |
|
|
|
|
|
| |
out of the floor of the compartment) and should be |
|
|
|
|
|
| |||
|
|
|
|
|
|
|
| ||
|
| reconnected to the brass conductor tube of the gun |
|
|
|
|
|
| |
|
|
|
|
|
|
|
| ||
to | to | connector. The positive lead is stamped (+) on its ter- | FIGURE A.8 - Contact Tip and Electrode | ||||||
minal and should be reconnected to the work lead ter- | |||||||||
Return | Return | Connections. | |||||||
minal. | |||||||||
|
| ||||||||
|
|
|
|
|
|
|
| ||
|
|
| |||||||