Preface
Toro Company 1997, 1998, 2003
Groundsmaster 3000/3000-D
Table Of Contents
Groundsmaster 3000/3000-D
Contour 82I Cutting Unit Electrical Diagrams
84I Cutting Units 72I Cutting Units
Groundsmaster 3000/3000-D
Safety Instructions
Chapter
Before Operating
Safety Groundsmaster 3000/3000-D
While Operating
Maintenance
Safety and Instruction Decals Groundsmaster
Safety 1 4 Rev. a Groundsmaster 3000/3000-D
On Control Panel
Safety and Instruction Decals Groundsmaster 3000-D
Groundsmaster 3000/3000-D 1 5 Rev. a Safety
Safety and Instruction Decals 84I Cutting Units
Safety 1 6 Rev. a
On Each Castor Arm
1 7 Rev. a Safety
On Rear of Deck On Front of Deck On Rear Of Deck
On Each Castor Arm On Deck Channels, Under Covers
Safety and Instruction Decals Contour 82I Cutting Unit
On Top of Rear Castor Chambers 2
Groundsmaster 3000/3000-D Safety
On Front Deck Hanger
On Gearbox Base On Front of Deck
Deck On Each Corner On Right Rear Top of Deck Under Cover
On Front of Deck On Rear Of Deck
Safety Groundsmaster 3000/3000-D
Product Records and Maintenance
Product Records
Product Records and Maintenance Groundsmaster 3000/3000-D
Equivalents and Conversions
Torque Specifications
Product Records and Maintenance 2 4 Rev. a
Lubrication
Traction Unit
Cutting Units
Rear Discharge 84I Cutting Unit
Contour 82I Cutting Unit
Page
Equipment Operation and Service History Report
GroundsmasterR3000 Maintenance Schedule
Annual Recommendations
GroundsmasterR3000 Daily Maintenance Check List
Maintenance Daily Maintenance Check For Week Check Item b
Service Required
B Service Required
Records
Groundsmasterr 3000-D
GroundsmasterR3000-D Maintenance Schedule
Product Records and Maintenance 2 14 Rev. B
GroundsmasterR3000-D Daily Maintenance Check List
Service
Service every 100 hours
C, and D Service Required
2 16 Rev. a
Ford VSG-411 Engine
Groundsmaster Ford VSG-411 Engine
General Information Specifications
Ford VSG-411 Engine 3 2 Rev. a Groundsmaster
Alternator Belt
Adjustments
Belt Adjustments
Cooling & Governor Fan Belts
Governor Adjustment
Ford VSG-411 Engine Groundsmaster
Check Engine Oil
Service and Repairs
Outside Temperature
Single Viscosity Oils
Change Engine Oil and Filter
Check Coolant
Cooling System Service
Maintaining Cooling System Capacity
Washing Method
General Air Cleaner Service
Service Air Cleaner
Compressed Air Method
Fuel System Service
Fuel Tank
Fuel Lines and Connections
Replacing Spark Plugs
Check Governor Oil Level
Servicing Spark Arrestor Muffler
Peugeot TUD5 Engine
Peugeot TUD5 Engine
Peugeot TUD5 Engine Groundsmaster 3000-D
Compression Test Kit TOR3003A
Air Filter Element Cleaner TOR277220
Special Tools
Valve Spring Compression Tool TOR4024T
Digital Belt Tension Tool TOR4075
Peugeot TUD5 Diesel Engine Service Tool Kit TOR4080
Injection Nozzle Tester TOR463610
Order separately
Valve Guide Seal Remover TOR4081
Injector Socket TOR4082
Torque Angle Gauge TOR4083
Camshaft Pinion Setting Tool TOR4084
Rear Main Seal Installer TOR4086
Timing Pin Set TOR4085
Front Seal Installer TOR4087
Camshaft Seal Installer TOR4088
Engine Belts
Fan Belt
Not Overfill
Change Engine Oil and Filter
Check Cooling System
El. Coolant level should be up to or above tabs In de
Rear Screen Oil Cooler Radiator
General Air Cleaner Maintenance
Servicing the Air Cleaner
Draining Fuel Filter / Water Separator
Area. Always fill fuel tank outside and wipe
Up any spilled diesel fuel before starting
Changing Fuel Filter
Priming Fuel System
Frame, Fuel Tank and Battery
Muffler and Bumper
Hood
Center Shroud and Air Cleaner
Rops
Fan Bracket and Degasser
Radiator and Cooler
4 21 Rev. a Peugeot TUD5 Engine
Engine
Peugeot TUD5 Overhaul, Checking Tuning
Peugeot TUD5 Engine Groundsmaster 3000-D
Hydraulic System and Transaxle
Hydraulic System
Hydraulic System 5 2 Rev. a
General Information
Pushing or Towing Traction Unit
Hydraulic Fitting Installation
Hydraulic Hoses
Ring Face Seal
SAE Straight Thread O-Ring Port Non-adjustable
SAE Straight Thread O-Ring Port Adjustable
Hydraulic Schematic
Lift OFF Hold LOWER/FLOAT
5 7 Rev. a Hydraulic System
Hydraulic System Transaxle
Hydraulic Components
Hydraulic System Groundsmaster 3000/3000-D
Hydraulic Pressure Test Kit TOR47009
Hydraulic Test Fitting Kit TOR4079
Measuring Container TOR4077
Hydraulic System Groundsmaster 3000/3000-D
Testing
Charge Pressure Test
Charge Pressure Priority Valve Test
Forward Traction Test
Reverse Traction Test
Implement Relief Pressure Test
Counterbalance Pressure Test and Adjustment
5 15 Rev. a Hydraulic System
Steering Valve Test
Steering Circuit Test
Cylinder Test
Hydraulic System 5 16 Rev. a
Use a tester with pressure and flow capabilities
This page is blank
Hydraulic System
Traction Pedal Linkage Adjustment
Service Brake Adjustment
Check Tire Pressure
Wheel and Tires
Lubrication
5 21 Rev. a Hydraulic System
Check Hydraulic Fluid
BP HYD TF
Change Hydraulic Oil and Filter
Traction Control Linkage
Brake Linkage
Driveshafts
Lift Arms
Steering Control
ÁÁÁÁÁÁÀÀÀ#1ÄÄÉÉÉÉÉÅÅÅ
After Repair or Replacement of Components
Removing Hydraulic System Components
Manifold Block
Cartridge Installation
Cartridge Valves
Hydraulic System 5 32 Rev. a
Lift Cylinder
Steering Cylinder
Auxiliary Hydraulic Pump Model 30726 Hydraulic Kit
5 35 Rev. a Hydraulic System
Transaxle Service
Electrical System
Electrical Schematics, Wiring Diagrams, and Harness Drawings
Electrical System Groundsmaster 3000/3000-D
Multimeter
Skin-Over Grease
Troubleshooting Groundsmaster
Starting Problems
Problem Possible Causes
General Run and Transport Problems Groundsmaster
Cutting Unit Operating Problems Groundsmaster
6 5 Rev. a Electrical System
Troubleshooting Groundsmaster 3000-D
General Run and Transport Problems GM 3000-D
Cutting Unit Operating Problems GM 3000-D
6 7 Rev. a Electrical System
Electrical System Quick Checks
Battery Test Open Circuit Test
Voltage Measured Battery Charge Level
Glow Plug System Test GM 3000-D
Component Identification and Testing
Ignition Switch
Diode Circuit Boards
Neutral Switch
Seat Switch
6 11 Rev. a Electrical System
Hydraulic Valve Solenoids
Hour Meter
Electrical System 6 12 Rev. a
Cruise Control Coil Optional
PTO Clutch Coil
6 13 Rev. a Electrical System
Fuel Sender
Fuel Gauge
Electrical System 6 14 Rev. a
Relay Testing
Fuse Testing
Relays and Fuses
Ampere Thermal Breaker GM 3000-D
Electrical System 6 16 Rev. a
Fuel Stop Solenoid GM 3000-D
Place Testing
Live testing
6 17 Rev. a Electrical System
Injection Advance Solenoid GM 3000-D
Electrical System 6 18 Rev. a
Test Equipment
Testing for DC Current Output Fig
Alternator GM 3000-D
6 19 Rev. a Electrical System
Temperature Sender GM 3000-D
Electrical System 6 20 Rev. a
Testing with the Engine Off
Temperature Gauge GM 3000-D
Oil Pressure Switch GM 3000-D
Testing with the Engine On
Temperature Sending Unit GM 3000-D
Electrical System 6 22 Rev. a
Transport Solenoid GM 3000-D
Glow Plugs GM 3000-D
6 23 Rev. a Electrical System
H2O in Fuel Sensor GM 3000-D
Disconnect connector from the sensor. Unscrew
Coolant Level Sensor GM 3000-D
Indicator Lights and Circuits GM 3000-D
Glow Plug Indicator Light
Ford Engine VSG-411 Electrical Component Locations GM3000
Electrical System
Handle the hot oil with extreme care to prevent
Temperature Gauge GM
Thermistor GM
Personal injury or fire
Oil Pressure Switch GM
High Temperature Switch
Anti-Dieseling Valve Solenoid GM
Indicator Lights and Circuits GM
Verify Interlock System Operation
Battery Maintenance
Important Before cleaning the battery, tape or
Battery Service
Inspection, Maintenance, and Testing
Caps are on tightly
Minimum Battery Electrolyte
Charging
Battery Charge Specific Open Circuit
Battery
Gravity Voltage
Electrical System Groundsmaster 3000/3000-D
2WD Rear Axle
7 1 Rev. a
Rear Wheel Toe-In
2WD Rear Axle Groundsmaster 3000/3000-D
Wheel and Tire Service
7 3 Rev. a
Wheel Bearing Service
Rear Axle
2WD Rear Axle Groundsmaster 3000/3000-D
4WD Rear Axle
8 1 Rev. a
4WD Rear Axle Groundsmaster 3000/3000-D
8 3 Rev. a
Check Rear Axle Lubricant
Change Rear Axle Lubricant
4WD Axle
Spindle flange
Differential shim kit
4WD Rear Axle Groundsmaster 3000/3000-D
Cutting Units
Inch Cutting Units
Specifications
Transport Latch Adjustment
Height of Cut Adjustment
Inch Cutting Units Groundsmaster 3000/3000-D
Skid Adjustment
Anti-Scalp Roller Adjustment
Bolt
Deck Pitch Adjustment
Check Gear Box Lubricant
Replace Gear Box Lubricant
Lubricate Bearings, Bushings and Gear Box
Disconnect Cutting Unit From Traction Unit
Connect Cutting Unit to Traction Unit
Install Lift Arm Ball Joints
Drive Belt Replacement
9 11 Rev. a Inch Cutting Units
Front Castor Fork Bushing Service
Castor Wheel and Bearing Service
Cutter Blade Removal and Installation
Inspecting and Sharpening Blade
Blade Spindle Service
Removing Spindle Housing Assembly
Disassembly
Installing Spindle, Bearings Seals Into Spindle Housing
9 17 Rev. a Inch Cutting Units
Correcting Cutting Unit Mismatch
Gearbox
Shaft End Play Adjustment
Drive Shaft
Inch Cutting Units Groundsmaster 3000/3000-D
Contour 82I Cutting Unit
10 1 Rev. C Contour 82 Cutting Unit
Specifications
Front Castor Wheels
Rear Castor Wheels
Contour 82 Cutting Unit Groundsmaster 3000/3000-D
Rear Deck Chain
Deck Pitch Adjustment
Grease Bearings and Bushings
Needle Valve Latch Cover
Connect Cutting Unit to Traction Unit
Castor arm tube Bushing
60 80 ft-lb 11 Kgm Castor wheel Bearing Front Caster Fork
Cutting Blade Removal and Installation
Inspecting and Sharpening Blade
Correcting Cutting Unit Mismatch
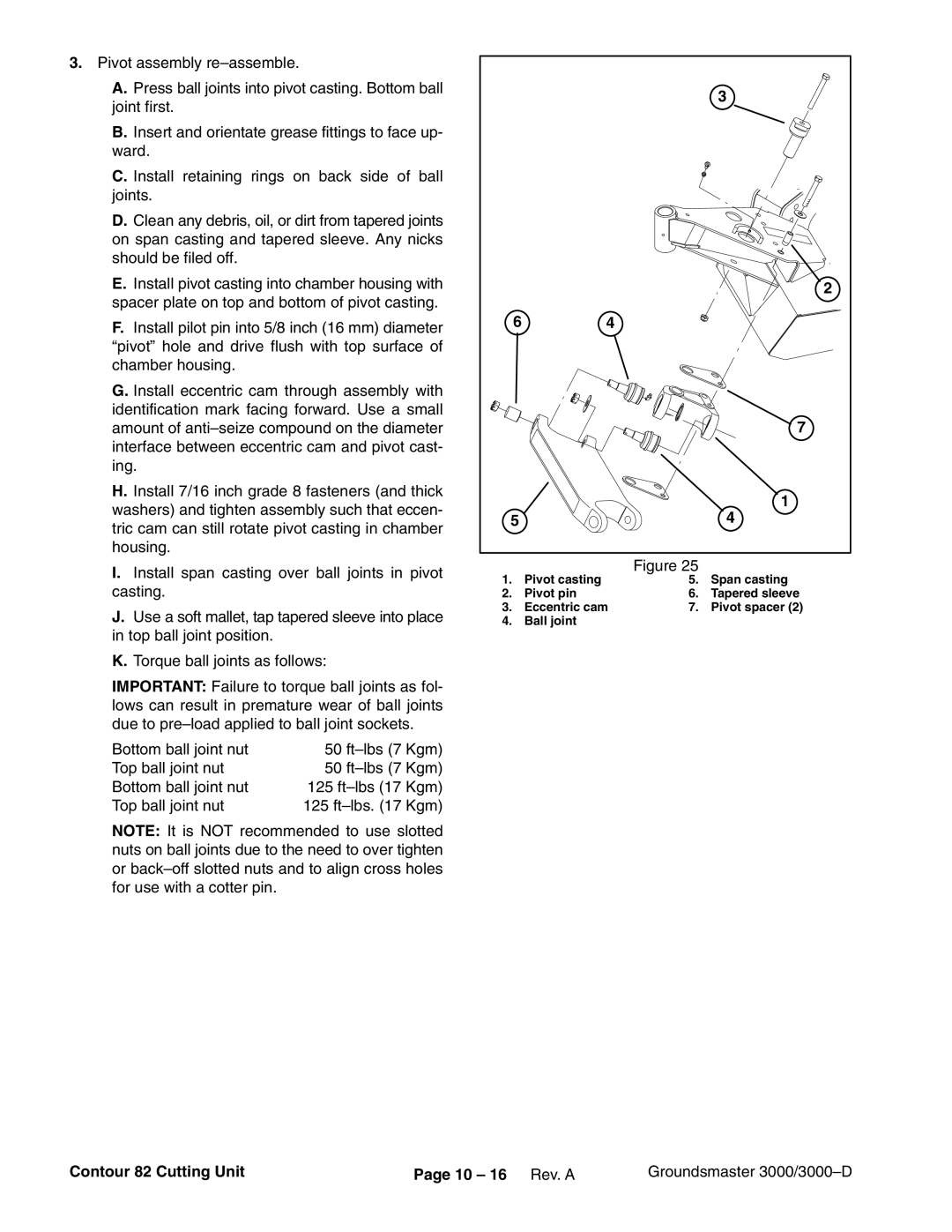
Chamber Pivot Service
Cutting Unit Contour
Contour 82 Cutting Unit 10 16 Rev. a
Front Part Of Blade
Inch 6 mm
Lift Arm Ball Joint Installation
Hydraulic Motor and Blade
10 19 Rev. C Contour 82 Cutting Unit
Contour 82 Cutting Unit 10 20 Rev. C
Bearing cavity of the housing. If grease does not
Assembly
Important When greasing spindles, grease
Passes into the center of the shaft and out to fill
Hydraulic Assembly
Contour 82 Cutting Unit 10 22 Rev. C
72I Cutting Units
Specifications
Guardian Recycler
Height of Cut Adjustment
Skid Flange nut
Gage Wheel Adjustment Rear Discharge Cutting Unit
Deck Pitch Adjustment
After 50 hours of operation
Grease Bearings, Bushings and Gear Box
Disconnect Cutting Unit From Traction Unit
11 11 Rev. a Inch Cutting Units
Gear Box Plate Capscrews & Nuts
Wavey Washer
60 80 ft-lb 8 11 Kgm Bearing Spacer
Cutter Blade Removal
Inspecting and Sharpening Blade
85 110 ft-lb 12 15 Kgm
Inch Cutting Units 11 18 Rev. a
Correcting Cutting Unit Mismatch
170 190 in-lb 196 219 Kgcm
Shaft End Play Adjustment
Drive Shaft
Electrical Diagrams
Electrical Diagrams Groundsmaster 3000/3000-D
Electrical Schematic
Optional
Start Circuits
Run Circuits
Temp Gauge
Wiring Diagram Rear Section
Wiring Diagram Front Section
Gauge Hour Ignition Switch Hold SW PTO Switch Override
Harness Drawing Rear Section
Harness Drawing Front Section
All relays and solenoids are shown as de-energized
Crank Circuits
Optional Cruise Control
Wiring Diagram Rear Section
Wiring Diagram Front Section
Switch Ground Sender
Input Power