Appendix B | STT WAVE SHAPING PRINCIPLES | ||||||||||||||||
|
|
| FIGURE |
| |||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
PEAK
AMPS
TAILOUT
BACKGROUND AMPS
T0 | T1 | T2 | T3 | T5 | T6 | T7 |
27850060
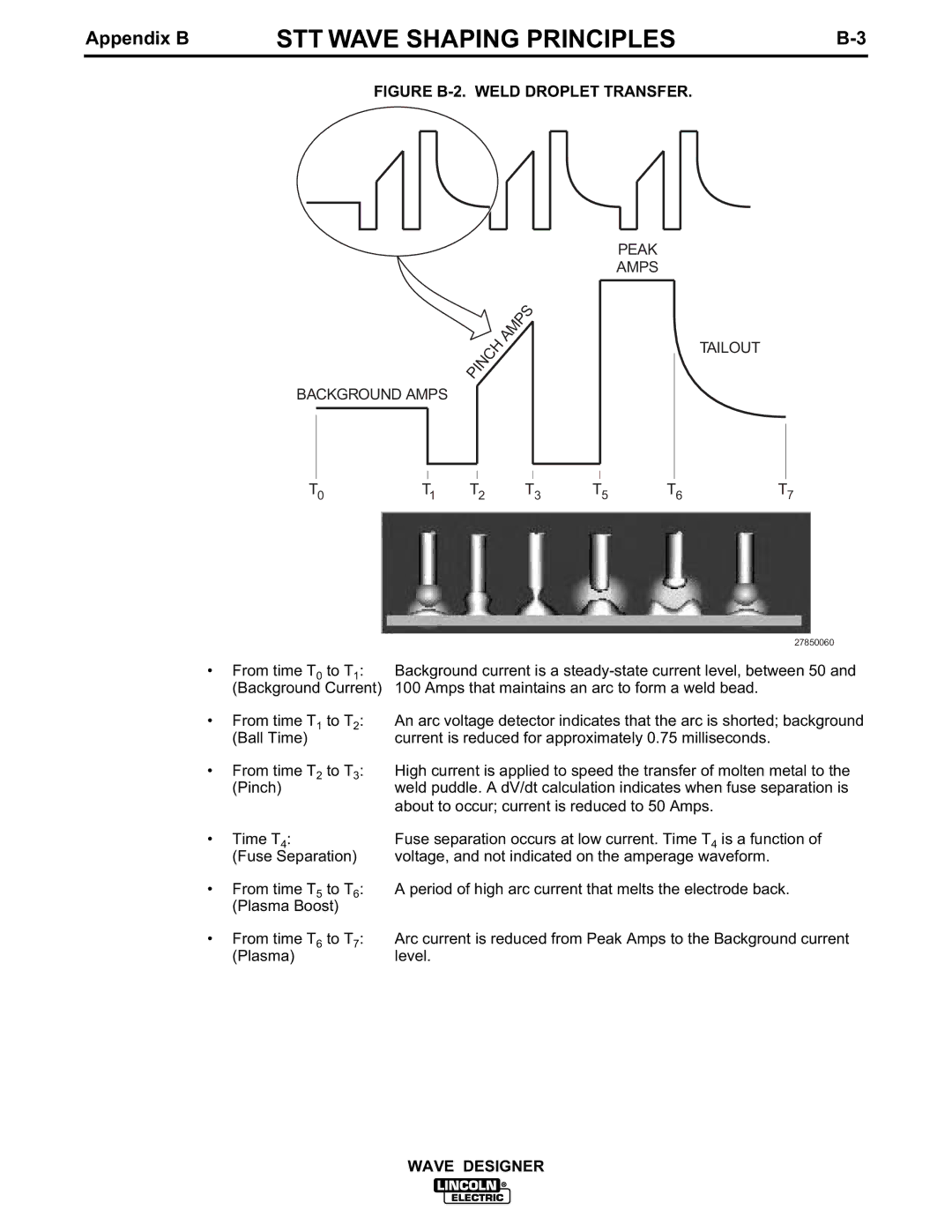
•From time T0 to T1: Background current is a
(Background Current) 100 Amps that maintains an arc to form a weld bead.
•From time T1 to T2: An arc voltage detector indicates that the arc is shorted; background
(Ball Time) | current is reduced for approximately 0.75 milliseconds. |
•From time T2 to T3: High current is applied to speed the transfer of molten metal to the
(Pinch) | weld puddle. A dV/dt calculation indicates when fuse separation is |
| about to occur; current is reduced to 50 Amps. |
•Time T4:Fuse separation occurs at low current. Time T4 is a function of
(Fuse Separation) | voltage, and not indicated on the amperage waveform. |
•From time T5 to T6: A period of high arc current that melts the electrode back. (Plasma Boost)
•From time T6 to T7: Arc current is reduced from Peak Amps to the Background current
(Plasma)level.
WAVE DESIGNER