Appendix A | PULSE WAVE SHAPING PRINCIPLES |
6.The “Start”, “Short”, and “End” windows can be adjusted at this time to optimize the starting, shorting, and ending routines.
Our Experiment: We needed to adjust the starting variables. With the feeder’s
Start Control - Pulse ![]()
![]()
![]()
![]()
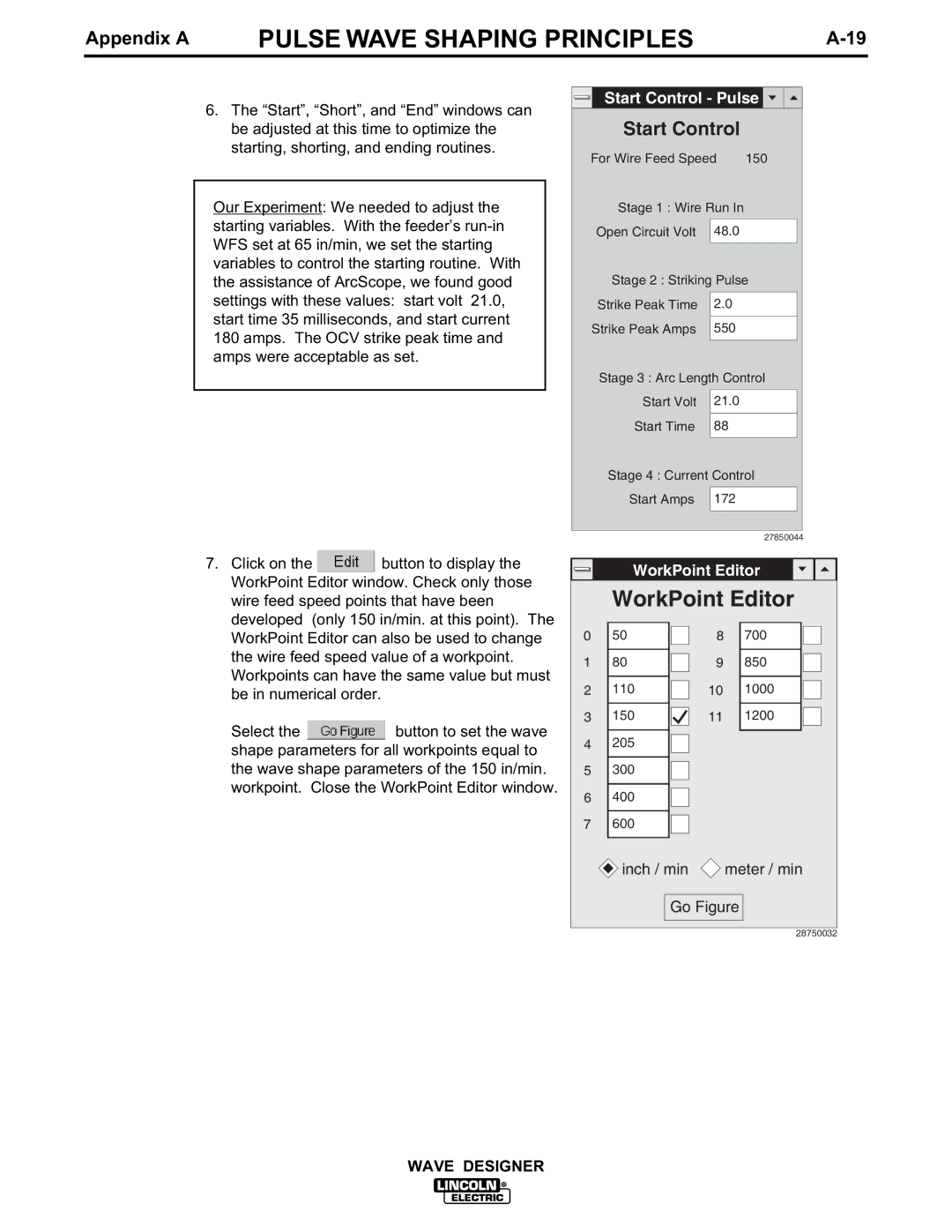
Start Control
For Wire Feed Speed 150
Stage 1 : Wire Run In
Open Circuit Volt 48.0
Stage 2 : Striking Pulse
Strike Peak Time 2.0
Strike Peak Amps 550
Stage 3 : Arc Length Control
Start Volt 21.0
Start Time 88
Stage 4 : Current Control
Start Amps 172
7.Click on the ![]() button to display the WorkPoint Editor window. Check only those wire feed speed points that have been developed (only 150 in/min. at this point). The WorkPoint Editor can also be used to change the wire feed speed value of a workpoint. Workpoints can have the same value but must be in numerical order.
button to display the WorkPoint Editor window. Check only those wire feed speed points that have been developed (only 150 in/min. at this point). The WorkPoint Editor can also be used to change the wire feed speed value of a workpoint. Workpoints can have the same value but must be in numerical order.
Select the ![]() button to set the wave shape parameters for all workpoints equal to the wave shape parameters of the 150 in/min. workpoint. Close the WorkPoint Editor window.
button to set the wave shape parameters for all workpoints equal to the wave shape parameters of the 150 in/min. workpoint. Close the WorkPoint Editor window.
|
|
| 27850044 |
| WorkPoint Editor | ||
| WorkPoint Editor | ||
0 | 50 | 8 | 700 |
1 | 80 | 9 | 850 |
2 | 110 | 10 | 1000 |
3 | 150 | 11 | 1200 |
4 | 205 |
|
|
5 | 300 |
|
|
6 | 400 |
|
|
7 | 600 |
|
|
| inch / min |
| meter / min |
| Go Figure | ||
|
|
| 28750032 |
WAVE DESIGNER