ARCSCOPE | Section 4 |
6.Status Bar The status bar provides a scrolled listing of recent Wave Designer program operations, error conditions, etc., and three operational status indicators. The adaptive indicator is also a button that toggles between the Adaptive and
7.Graphical Display Area The graphical display provides refreshed displays of the selected waveforms from the output of the connected power source. The power source sampling rate is 10kHz, unless the Condense option is selected.
4.1.2 OTHER ARC SCOPE OPTIONS
Live Update: The Live Update option is normally on (checked) to display changing output data during the weld application. To maintain an existing display for study while welding, turn the Live Update option off.
Condense: The Condense option is normally off (not checked). When turned on, the Condense option forces the welding machine to sample data only during weld state transitions. This extends the length (time) of the sample stored in the welding machine buffer and records only what happens during weld state transitions.
Browse: The Browse left/right options allow you to display the contents of the welding machine storage buffer following a weld application. The buffer stores the last 300 milliseconds of sampling data when the Condense option is off. (Longer samples are stored when the Condense option is on.)
Pause/Let Go: The Pause option allows you to freeze an ArcScope display while the welding application is running. The Let Go option disables the Pause function.
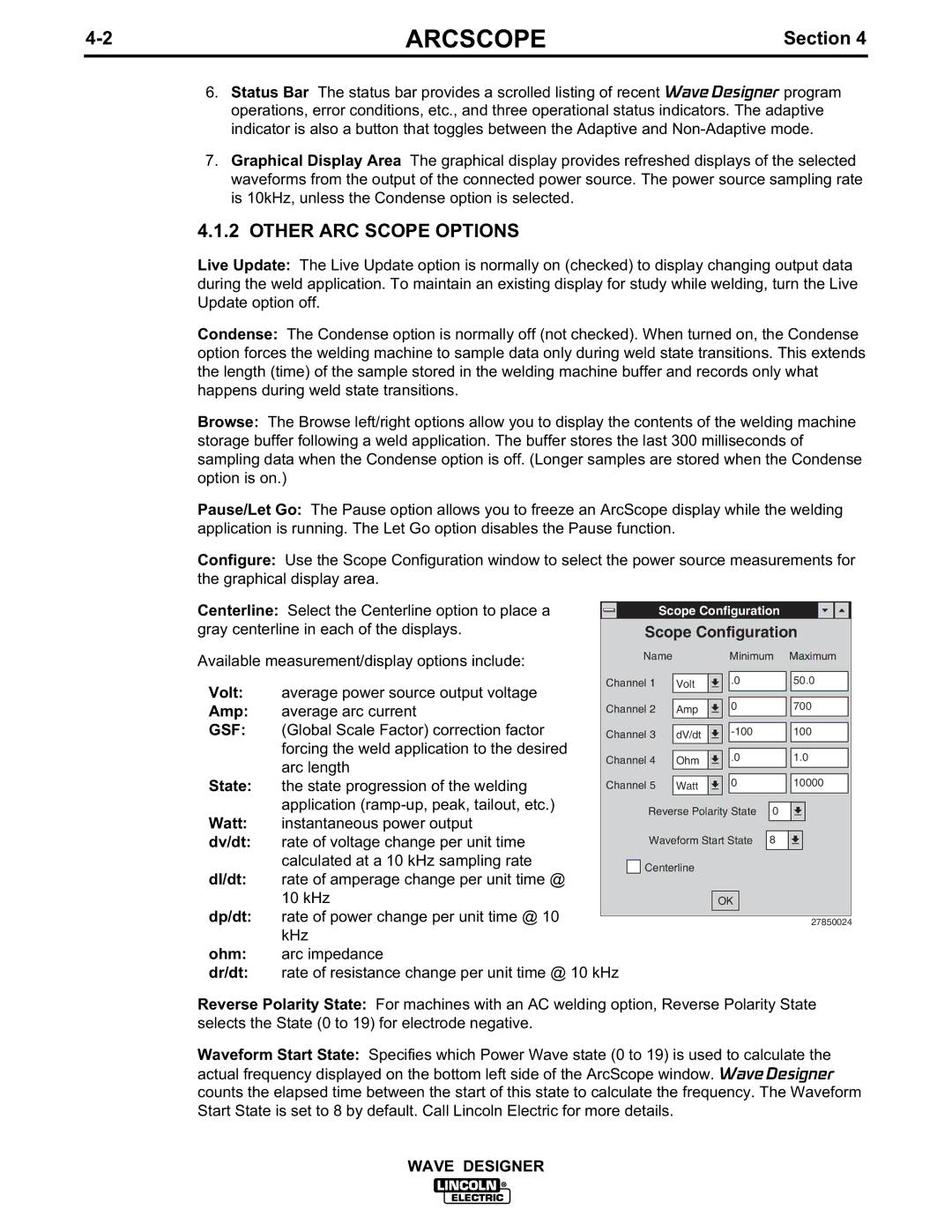
Configure: Use the Scope Configuration window to select the power source measurements for the graphical display area.
Centerline: Select the Centerline option to place a |
|
|
| Scope Configuration |
|
| |||||||||
| |||||||||||||||
gray centerline in each of the displays. |
|
|
| Scope Configuration | |||||||||||
Available measurement/display options include: |
|
|
| Name |
|
|
| Minimum Maximum | |||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
Volt: | average power source output voltage | Channel 1 | Volt |
|
| .0 |
| 50.0 |
|
| |||||
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
Amp: | average arc current | Channel 2 | Amp |
|
| 0 |
|
| 700 |
|
| ||||
|
|
|
|
|
|
|
|
| |||||||
GSF: | (Global Scale Factor) correction factor |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Channel 3 | dV/dt |
|
|
| 100 |
|
| ||||||||
|
|
|
|
|
|
|
|
| |||||||
| forcing the weld application to the desired |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Channel 4 | Ohm |
|
| .0 |
| 1.0 |
|
| ||||||
| arc length |
|
|
|
|
| |||||||||
|
|
|
|
|
|
|
|
|
| ||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
State: | the state progression of the welding | Channel 5 | Watt |
|
| 0 |
|
| 10000 |
| |||||
|
|
|
|
|
|
|
|
| |||||||
| application |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Reverse Polarity State | 0 |
|
|
|
| ||||||
Watt: | instantaneous power output |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
dv/dt: | rate of voltage change per unit time |
|
|
| Waveform Start State | 8 |
|
|
|
| |||||
| calculated at a 10 kHz sampling rate |
|
|
| Centerline |
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
| |||
|
|
|
|
|
|
|
|
|
|
|
|
| |||
dI/dt: | rate of amperage change per unit time @ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 10 kHz |
|
|
|
|
| OK |
|
|
|
|
|
| ||
dp/dt: | rate of power change per unit time @ 10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 27850024 | ||||||
| kHz |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ohm: | arc impedance |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
dr/dt: | rate of resistance change per unit time @ 10 kHz |
|
|
|
|
|
|
|
|
|
| ||||
Reverse Polarity State: For machines with an AC welding option, Reverse Polarity State selects the State (0 to 19) for electrode negative.
Waveform Start State: Specifies which Power Wave state (0 to 19) is used to calculate the actual frequency displayed on the bottom left side of the ArcScope window. Wave Designer counts the elapsed time between the start of this state to calculate the frequency. The Waveform Start State is set to 8 by default. Call Lincoln Electric for more details.
WAVE DESIGNER