PULSE WAVE SHAPING PRINCIPLES | Appendix A |
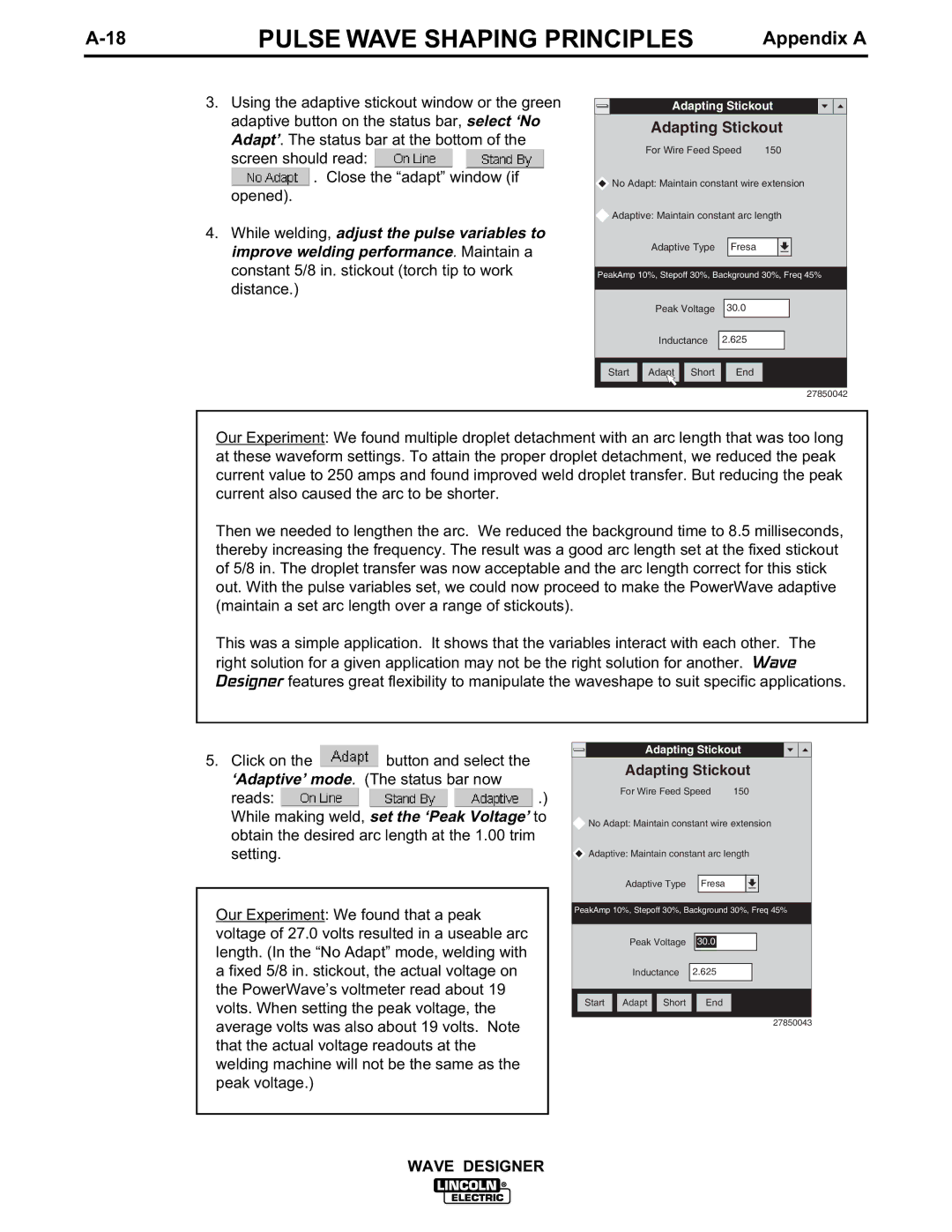
3.Using the adaptive stickout window or the green adaptive button on the status bar, select ‘No
Adapt’. The status bar at the bottom of the
screen should read: ![]()
![]()
![]() . Close the “adapt” window (if opened).
. Close the “adapt” window (if opened).
4.While welding, adjust the pulse variables to improve welding performance. Maintain a constant 5/8 in. stickout (torch tip to work distance.)
| Adapting Stickout | |||
| Adapting Stickout | |||
| For Wire Feed Speed | 150 | ||
No Adapt: Maintain constant wire extension | ||||
Adaptive: Maintain constant arc length | ||||
| Adaptive Type | Fresa |
| |
PeakAmp 10%, Stepoff 30%, Background 30%, Freq 45% | ||||
| Peak Voltage | 30.0 |
| |
| Inductance | 2.625 |
| |
Start | Adapt | Short | End |
|
|
|
|
| 27850042 |
Our Experiment: We found multiple droplet detachment with an arc length that was too long at these waveform settings. To attain the proper droplet detachment, we reduced the peak current value to 250 amps and found improved weld droplet transfer. But reducing the peak current also caused the arc to be shorter.
Then we needed to lengthen the arc. We reduced the background time to 8.5 milliseconds, thereby increasing the frequency. The result was a good arc length set at the fixed stickout of 5/8 in. The droplet transfer was now acceptable and the arc length correct for this stick out. With the pulse variables set, we could now proceed to make the PowerWave adaptive (maintain a set arc length over a range of stickouts).
This was a simple application. It shows that the variables interact with each other. The right solution for a given application may not be the right solution for another. Wave Designer features great flexibility to manipulate the waveshape to suit specific applications.
5.Click on the ![]() button and select the
button and select the
‘Adaptive’ mode. (The status bar now
reads: ![]()
![]()
![]() .) While making weld, set the ‘Peak Voltage’ to obtain the desired arc length at the 1.00 trim setting.
.) While making weld, set the ‘Peak Voltage’ to obtain the desired arc length at the 1.00 trim setting.
Our Experiment: We found that a peak voltage of 27.0 volts resulted in a useable arc length. (In the “No Adapt” mode, welding with a fixed 5/8 in. stickout, the actual voltage on the PowerWave’s voltmeter read about 19 volts. When setting the peak voltage, the average volts was also about 19 volts. Note that the actual voltage readouts at the welding machine will not be the same as the peak voltage.)
Adapting Stickout
Adapting Stickout
For Wire Feed Speed | 150 |
![]() No Adapt: Maintain constant wire extension
No Adapt: Maintain constant wire extension
![]() Adaptive: Maintain constant arc length
Adaptive: Maintain constant arc length
Adaptive Type | Fresa |
PeakAmp 10%, Stepoff 30%, Background 30%, Freq 45%
Peak Voltage ![]()
![]() 30.0
30.0
Inductance 2.625
Start ![]()
![]() Adapt
Adapt ![]()
![]() Short
Short ![]()
![]() End
End
27850043
WAVE DESIGNER