STT WAVE SHAPING PRINCIPLES | Appendix B |
B.5 PRIMARY STT WAVEFORM COMPONENTS
The following paragraphs describe how peak current, background current, and tailout effect weld droplet transfer.
B.5.1 PEAK CURRENT
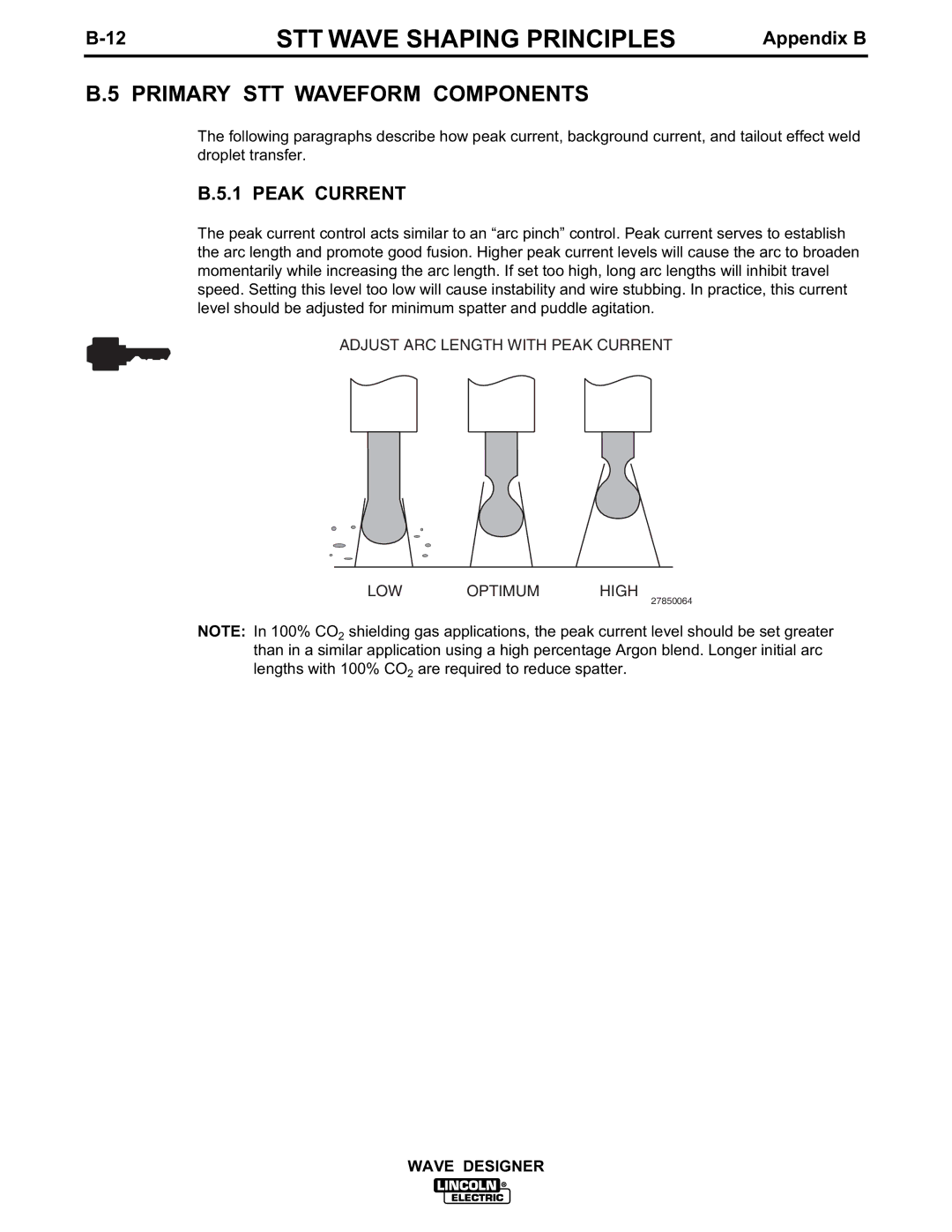
The peak current control acts similar to an “arc pinch” control. Peak current serves to establish the arc length and promote good fusion. Higher peak current levels will cause the arc to broaden momentarily while increasing the arc length. If set too high, long arc lengths will inhibit travel speed. Setting this level too low will cause instability and wire stubbing. In practice, this current level should be adjusted for minimum spatter and puddle agitation.
ADJUST ARC LENGTH WITH PEAK CURRENT
LOW OPTIMUM HIGH
27850064
NOTE: In 100% CO2 shielding gas applications, the peak current level should be set greater than in a similar application using a high percentage Argon blend. Longer initial arc lengths with 100% CO2 are required to reduce spatter.
WAVE DESIGNER